

19.2 Барабанные ножницы
Являются одной из первых конструкций летучих ножниц. Просты по устройству и надежны в эксплуатации. Широко применяются для горячей резки полос толщиной до 12мм, холодной резки полос толщиной до 3мм и горячей резки сортового проката. Состоят из двух барабанов цилиндрической формы 1, вдоль образующих которых закреплены ножи 2 (рис.19.1).

Рисунок 19.1 – Барабанные ножницы
Подающие ролики 3 (или валки последней клети непрерывного стана) направляют полосу 4 в зазор между барабанами. При встрече верхнего и нижнего ножей происходит процесс резания. Поскольку окружная скорость барабанов устанавливается равной скорости движения полосы, то при резании горизонтальная составляющая скорости ножей равна скорости полосы и относительно нее на некотором участке они неподвижны. Здесь используется тот факт, что малая дуга окружности большого радиуса практически не отличается от прямой линии.
Для создания отрыва между отрезанными кусками и остальной полосой скорость рольганга за ножницами делают несколько большей скорости полосы перед ножницами. Окружная скорость барабанов должна быть приблизительно равна скорости полосы из-за того, что при опережении полосой ножей они будут изгибаться, а при отставании будет возникать повышенная нагрузка на ножах из-за растягивающих напряжений в полосе. Тем не менее для небольшого изменения длины отрезаемых кусков соотношение скорости полосы Vп и ножниц Vн изменяют в интервале: Vн = (0,75÷1,5)Vп.
Для большего изменения длины отрезаемых кусков устанавливают барабаны разного диаметра и с разным числом ножей, в результате чего рез происходит не при каждом обороте (рис.19.2).

Рисунок 19.2 – Способы изменения коэффициента пропуска реза
Число оборотов барабанов за время между двумя последовательными резами называется коэффициентом пропуска реза k. Если барабаны имеют по два ножа, то рез будет происходить через каждые пол-
оборота барабанов и k будет равен 0,5. Длина отрезаемого куска будет равняться:
![]() .
.
Аналогичный результат получается при 4-х ножах на верхнем барабане и 2-х на нижнем, если диаметр нижнего барабана в два раза меньше верхнего. Т.о. изменяя соотношение между диаметрами барабанов и числом ножей, можно изменять длину отрезаемых кусков в широких пределах.
Т.к. барабаны вращаются с постоянной скоростью и вращающиеся массы полностью уравновешены, то эти ножницы позволяют резать металл, движущийся со скоростью до 15м/с и выше. Но у них есть принципиальный недостаток: поскольку траектория движения режущих кромок ножей является окружностью, то резание происходит при переменном угле встречи с полосой и плоскость резания не будет вертикальной (рис.19.3).
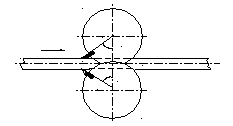
Рисунок 19.3 – Схема резания барабанными ножницами
Переменность угла резания увеличивает усилие резания, поскольку угол резания не является оптимальным. Не вертикальность плоскости резания при значительной толщине полосы приводит к заметной ее неровности. Поэтому барабанные ножницы нецелесообразно применять при толщине разрезаемого металла не более 12мм. Для резания более толстого проката были разработаны другие конструкции, свободные от указанного недостатка.