

М 2.20.3 (рисунок.3) Маршрут обробки гвинта
Розміри, мм
Вид заготовки – прокат
Матеріал – сталь45
Число деталей з заготовки – 51
|
№ операції |
Зміст операції |
Схема базування (оснастка) |
Обладнання |
|
1 |
2 |
3 |
4 |
|
1 |
Рубати приток Ø16 в розмір 3000 |
Циліндрична поверхня -4 точки Торець – 1 точка |
Прес К9534 |
|
2 |
Випрямити пруток |
|
Прес И5526 |
|
3 |
Виконати на кінцях прутка фаски під кутом 200 |
Та ж сама |
Токарний ХС 150 |
|
4 |
Точити шийку під нарізку М10х1,5-6g до Ø8,99-0,08 під накатування, точити фаски, точити шийку Ø13,8 під шестигранник. Відрізати деталь, витримуючи розмір 45,5 |
Та ж сама (цанговий патрон, групове налагодження) |
Токарний автомат 1Е125П |
|
5 |
Підрізати другий торець, витримуючи розмір 7, точити фаску |
Та ж сама (цанговий патрон, групове налагодження) |
Токарний 16Т02П |
|
6 |
Фрезерувати шестигранник витримуючи розмір S=12-0,24 остаточно |
Та ж сама (спеціальний пристрій) |
Горизонтально-фрезерний 6Р80Ш |
|
7 |
Зачистити заусенці |
|
Вібраційна машина ВМПВ-100 |
|
8 |
Накатати нарізку М10х1,5-6g витримуючи розмір 25 |
Циліндрична поверхня -4 точки (ніж) |
Різенакатний А9518 |
|
9 |
Миття деталі |
|
Мийна машина |
|
10 |
Технічний контроль |
|
Плита ГОСТ 10905-86 |
|
11 |
Термообробка |
|
|
|
11 |
Нанесення покриття |
|
|
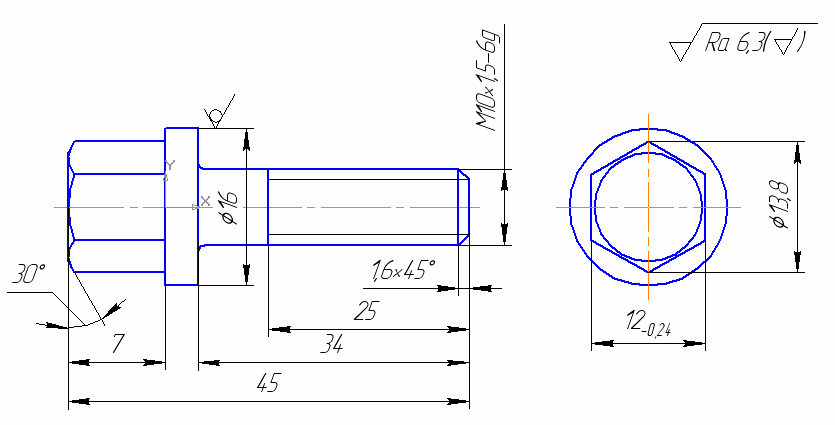
Рисунок 3. Гвинт до додатку М 2.20.3

Рисунок 4 6. Вісь до додатку А4
М 2.20.4 (рисунок 4 ) Маршрут обробки осі
Розміри, мм
Вид заготовки – прокат
Матеріал – сталь45
Число деталей з заготовки – 34
|
№ операції |
Зміст операції |
Схема базування (оснастка) |
Обладнання |
|
1 |
2 |
3 |
4 |
|
1 |
Рубати приток Ø36, витримуючи розмір 3000 |
|
Прес КБ9534 |
|
2 |
Випрямити пруток |
|
Прес И5526 |
|
3 |
Виконати на кінцях прутка фаски під кутом 200 |
Циліндрична поверхня -4 точки |
Токарний ХС 151 |
|
4 |
Підрізати
і центрувати торець, точити шийку під
накатування нарізки М20-8g,точити шийки
Ø20jS6
|
Циліндрична поверхня -4 точки Торець – 1 точка (УЗПО) |
Токарний автомат 2Б240-6К |
|
5 |
Підрізати другий торець, витримуючи розмір 8,3-0,1, точити фаску і центрувати торець |
Та ж сама (цанговий патрон) |
Токарний 16Т02П |
|
6 |
Фрезерувати дві лиски, витримуючи розмір 30-0,28 остаточно |
Та ж сама (УЗПО) |
Фрезерний 6Р80Ш |
|
7 |
Зачистити заусенці |
|
Вібраційна машина ВМПВ-100 |
|
8 |
Накатати нарізку М20-8g остаточно |
Циліндрична поверхня -4 точки (ніж) |
Різенакатний А9518 |
|
9 |
Термічна обробка |
|
|
|
10 |
Шліфувати
поверхню Ø20jS6
|
Вісь – 4 точки Торець – 1 точка (центри, хомутик) |
Круглошліфу- вальний ЗУ10В |
|
11 |
Шліфувати
поверхню Ø25е8
|
Та ж сама |
Та ж саме |
|
12 |
Миття деталі |
|
Мийна машина |
|
13 |
Технічний контроль |
|
Плита ГОСТ 10905-86 |
|
14 |
Нанесення покриття |
|
|