

М 2.20.11 (рисунок 11) Маршрут обробки кронштейна
Розміри, мм
Вид заготовки – виливок
Матеріал – алюмінійАЛ9
Число деталей з заготовки – 1
|
№ операції |
Зміст операції |
Схема базування (оснастка) |
Обладнання |
|
1 |
2 |
3 |
4 |
|
1 |
Виливання |
|
|
|
2 |
Обрубання й очищення виливка |
|
|
|
3 |
Фрезерувати поверхню прилягання попередньо |
Площина – 3 точки (пристрій) |
Вертикально фрезерний 6Т13 |
|
4 |
Фрезерувати торець отвору Ø35Н7 попередньо, розточити отвір Ø35Н7 попередньо |
Площина – 3 точки; вісь отвору Ø35Н7 – 2 точки; торець – 1 точка (налагодження УЗПО двомісцеве) |
Багатоцільовий з ЧПК та інструментальним магазином ИР320МФ4 |
|
5 |
Притупити гострі кромки |
|
Машини для зняття заусенців |
|
6 |
Термічна обробка |
|
|
|
7 |
Фрезерувати торець отвору Ø35Н7 остаточно, розточити й розгорнути отвір Ø8Н7 остаточно. |
те ж саме, що й на операції 4 |
ИР320 |
|
8 |
Перша позиція: фрезерувати поверхню прилягання й паз В=35 (15+20) остаточно, свердлити чотири отвори Ø7, два отвори Ø6, свердлити й нарізати нарізку в двох отворах М6-7Н. Друга позиція: зенкувати чотири отвори Ø7 до Ø11 остаточно, зацентрувати, свердлити й нарізати нарізку М10-7Н остаточно |
Площина – 3 точки; вісь отвору Ø35Н7 – 2 точки; торець – 1 точка (налагодження УЗПО двопозіційне) |
ИР320 |
|
9 |
Притупити гострі кромки |
|
Машини для зняття заусенців |
|
10 |
Технічний контроль |
|
|
|
11 |
Консервація |
|
|
М 2.20.12 (рисунок 12) Маршрут обробки кронштейна
Розміри, мм
Вид заготовки – виливок
Матеріал – чавун СЧ20
Число деталей з заготовки – 1
|
№ операції |
Зміст операції |
Схема базування (оснастка) |
Обладнання |
|
1 |
2 |
3 |
4 |
|
1 |
Виливання |
|
|
|
2 |
Обрубання й очищення виливка |
|
|
|
3 |
Фарбування |
|
|
|
4 |
Перша позиція: фрезерувати площину прилягання в розміри 100 і 28 остаточно. Свердлити чотири отвори Ø11. Свердлити й розгорнути два отвори Ø8 до Ø8Н7 технологічно.
Друга позиція: фрезерувати уступ в розмір 40 і 73 (R40+33) остаточно. Зенкувати два отвори Ø11 до Ø20 остаточно.
Третя позиція: розточити отвір Ø55Н7; виточку Ø70 з підрізанням торця Ø55Н7/Ø70 остаточно |
Площина – 3 точки; бокова площина 2 точки; упор-торець R40 – 1 точка (УЗПО)
Площина прилягання – 3 точки; упор-торець R42 – 1 точка (УЗПО)
Площина прилягання – 3 точки Два отвори Ø8Н7 – 3 точки (УЗПО) |
Розточувально-свердлильно-фрезерний з ЧПК та інструменталь- ним магазином 2254ВМФ4 |
|
5 |
Зенкувати фаску 1х450 в отвору Ø55Н7 |
Торець отвору Ø55Н7 – 3 точки; вісь отвору – 2 точки (пристрій) |
Вертикально-свердлильний 2Н135 – 1 |
|
6 |
Протягнути паз в=8Н9 остаточно |
Вісь отвору – 4 точки (пристрій) |
Горизонтально-протяжний 7512 |
|
7 |
Притупити гострі кромки |
|
Машини для зняття заусенців |
|
8 |
Промити деталь |
|
Мийна машина |
|
9 |
Технічний контроль |
|
|
|
10 |
Нанесення антикорозійного покриття |
|
|
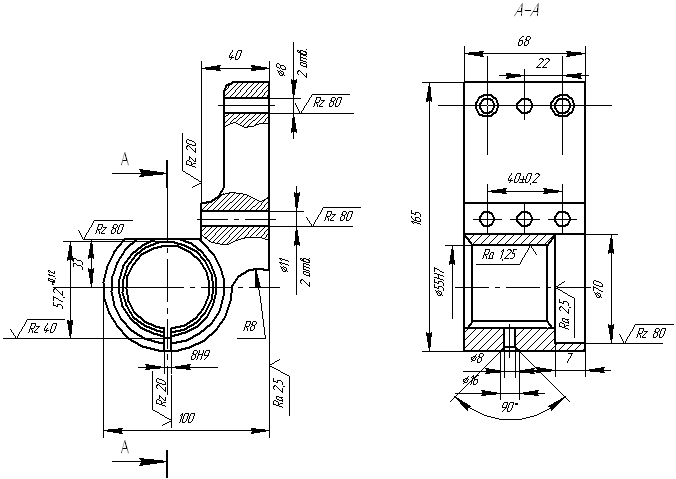
Рисунок 12 Кронштейн до додатку М 2.20.12

Рисунок 13 Кронштейн до додатку М 2.20.13