

16. Особенности контактной точечной и шовной сварки разноименных металлов.
Сварка таких деталей усложняется с увеличением разницы в ρо, λ, Тпл. Из-за несимметричного выделения и отвода теплоты литое ядро приобретает специфическую форму (см. рис. 3.1, г).
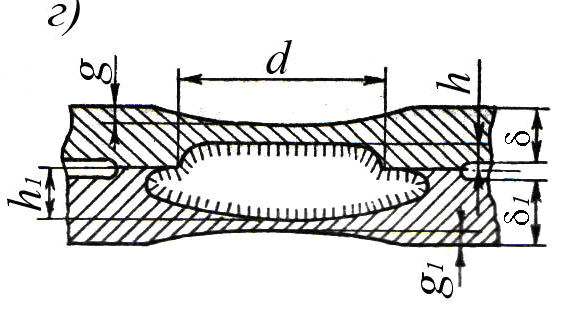
Диаметр ядра и глубина проплавления увеличиваются в деталях с высоким ρо, меньшими λ и Тпл. Причины снижения размеров ядра в детали с большой λ такие же, как и при сварке одноименных металлов различной толщины. Аналогичными являются и методы смещения плоскости теплового равновесия к плоскости деталь- деталь.
Cварка деталей различной толщины облегчается, если теплопроводность и температура плавления металла тонкой детали ниже, чем толстой.
Для качественной сварки соединяемые сплавы должны быть химически совместимыми. Обычно химически совместимыми являются сплавы, построенные на одной основе или имеющие разную основу, но образующие между собой непрерывный ряд твердых растворов (например, АМг 6 + Д16Т, ОТ4 + ОТ5, Сталь Ст3 + 30ХГСА, Nb + Zr, Fe + V, Ti + Zr, Ni + сталь и др.).
В большинстве случаев сплавы на разной основе оказываются химически несовместимыми, т.к. образуют в ядре сплавы с неблагоприятными свойствами (хрупкие химические соединения, механические смеси). Примером таких химически несовместимых сплавов являются Cu + Al, Ti + АМг, Ti + сталь и др.
При сварке деталей из разноименных материалов часто применяются машины постоянного тока и конденсаторные машины. В этих случаях возможно проявление явлений Пельтье и Томсона. Указанные явления могут способствовать смещению литого ядра из плоскости деталь-деталь.
17.Особенности технологии односторонней контактной точечной сварки
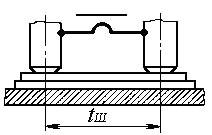
Односторонняя сварка может вып-ся по нескольким схемам. Св-й транс-р располагается с одной стороны детали или с двух ее сторон. За один цикл получают обычно две точки. В некоторых случаях – одну.
|
|
|
|
|
а) |
б) |
в) |
|
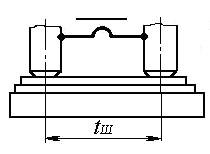
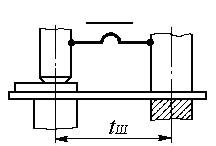
Рис. 3.14. Схемы односторонней сварки: а – на диэлектрической подкладке; б – на медной подкладке; в – одноточечная сварка. | ||
При односторонней св-ке обеспеч-ся высокая производит-ть, снижение потребляемой эл-й мощности за счет малых размеров св-го контура машины, а также уменьшение деформации деталей.
|
|
|
Рис. 3.15. Схема односторонней сварки с токоведущей подкладкой |
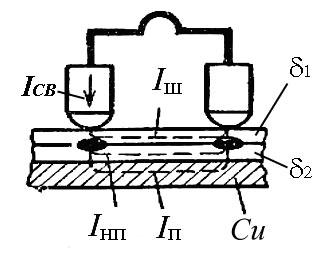
Через нижнюю деталь протекает ток Iнп, а через токоведущую подкладку – ток Iп. Сварочный ток Iсв = Iнп. + Iп.
Частично уменьшить Iш удается, применяя режим сварки с предварит-м подогревом.
|
|
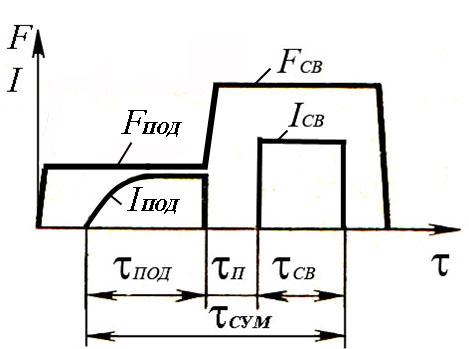
Модулированный импульс тока Iпод разогревает металл верхней детали на длине tш и увелич-т полное сопрот-е шунта Zш, а второй импульс Iсв формирует две св-е точки при пониженном Iш.
Между парам-ми процесса св-ки с подогревом существуют следующие зависимости:
Iпод = (0,4…0,7) Iсв ; τпод = (0,25…0,35) τсум; τп = (0,2…0,3) τсум; Fпод = (0,2…0,3) Fсв
Схемы односторонней сварки часто используются в многоточечных машинах в тракторостроении, автомобиле- и сельхозмашиностроении, где односторонний доступ и малые размеры сварочного контура удобны для компоновки электродов.