

21.Технология контактной стыковой сварки сопротивлением.
Стыковая сварка сопротивлением прм-ся для деталей небольшого сечения сталей до 300мм^2 и алюминия или меди до 100мм
Применяется в кабельном про-ве, получение прутков проволоки из трудносвариваемых материалов
Т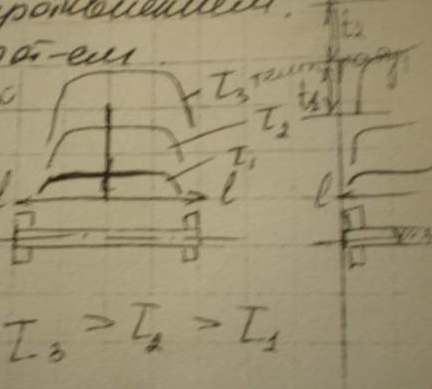 ехнология
сварки
ехнология
сварки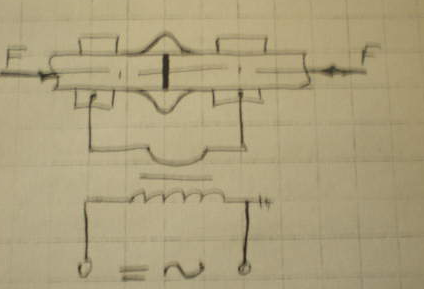
В зоне контакта выделяется повышенное кол-во тепла
при стыковой сварке сопрот-ем tсв<Tпл
Характерно: 1)Образование физ.контакта; 2)активация контактных пов-тей; 3)Объёмное взаим-е. Для св-ки разнород-х металлов:1)Образ-е физ.контакта;2)активация контакт-х пов-тей.
так как в стыке остаются плёнки-соед-е непрочное
Циклограмма процесса
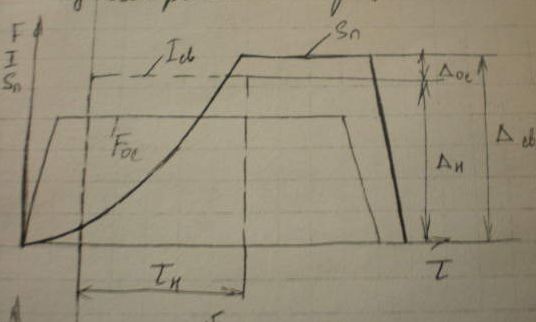
Sn-передвижение подвижной плиты
Fосадки-усилие осадки
∆ос-припуск на осадку
∆н-припуск на нагрев
∆св-суммарный припуск на сварку
Fн-усилие нагрева.
При сварке W и Mo
Основные параметры режима СС сопротивлением
1)величина тока сварочного
2)Время нагрева
3)Начальное усилие сжатия
4)Усилие осадки
5)Установочная длина lo(длина выступающей части)
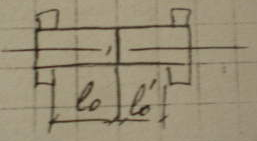
6)Припуск на сварку
Если свариваются однородные металлы , то lo=l’o
R=ρт*l/S
если разнородные металлы, то lo≠ l’o
Подготовка деталей к сварке
При подготовке деталей нужно учитывать что обе детали имеют одинаковые условия для протекания пластической деформации
22.Разновидности стыковой сварки оплавлением
Стыковая сварка оплавлением: 1)С непрерывным оплавлением прим для сварки любых металлов случае если варятся сплошные сечения если варятся трубы или гнутый профиль то сечение до 5000; 2)СС с подогревом сопротивлением от 500 до 10000 мм; 3)СС с программным регулированием напряжения холостого хода сечения до 40000 мм; 4)Стыковая сварка импульсным оплавлением
для сварки труб большого диаметра сечением до 200000 мм
Ж идкие
перемычки взрываются и свариваемые
детали покрываются слоем расплавленного
металла
идкие
перемычки взрываются и свариваемые
детали покрываются слоем расплавленного
металла
Происходит разогрев около плоскости расплавленного металла
Цели оплавления
-создать слой расплавленного металла
-Нагреть зону детали для дальнейшей пластической деформации.
С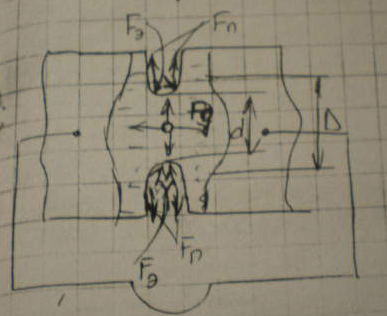 илы
действующие на жидкую перемычку:Fn-
сила пов натяжения стремится увеличить
диаметр d
до ∆; Fэ-сила которая стремиться уменьшить
перемычку диаметром d
и разорвать её-электродинамическая
сила; Fд-сила
давления паров металла разрывает жидкую
перемычку
илы
действующие на жидкую перемычку:Fn-
сила пов натяжения стремится увеличить
диаметр d
до ∆; Fэ-сила которая стремиться уменьшить
перемычку диаметром d
и разорвать её-электродинамическая
сила; Fд-сила
давления паров металла разрывает жидкую
перемычку
Длительность существования жидкой перемычки металла 0,001 с
Скорость выбрасывания жидкой перемычи 60м в с
Циклограмма процессов.
В
мом-т когда происх-т прерывание проц-в
оплавл-я между деталями возник-т зазор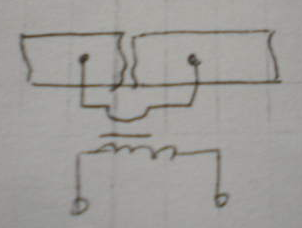
В это время между торцами детали возникает дуга
Усл-я сущ-я дуги: 1)Высокое значение U2o; 2)Малая длит-ть сущ-я жидких перемычек; 3)Небольшая работы выхода электродов; 4)большая индуктивность вторичного контура.
Дуговой разряд наблюд-ся при св-ке al.Cu и их сплавов. При сварке Al 50% энергии выделяетсязасчёт дуговых разрядов, 50-засчёт перемычки.
Условия устойчивого оплавления: Vопл=Vсбл; если Vопл> Vсбл то появится U2o и детали будут окислены ; если наоборот то будет короткое замыкание. Vопл=K*Rдд*Iсв^2/Sγc(tопл-t1). Rдд*Iсв^2-мощность развиваемая машиной
S-площадь
попер-го сеч-я; γ-плотность;
с-удельная теплоёмкость; tопл-темп
жидких перемычек; t1-средняя
температура торцов. С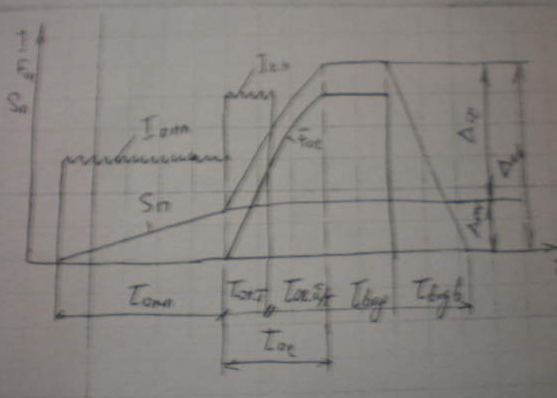 кор-ть
опл-я можно повысить уменьш-м сечения
подогрев-х торцов детали.
кор-ть
опл-я можно повысить уменьш-м сечения
подогрев-х торцов детали.
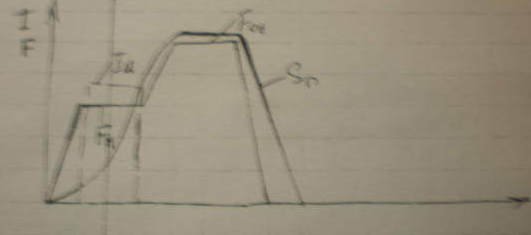
Стыковая св-ка непрерывным оплавлением. Циклограмма процесса: Sп-перемещение плиты
τос.т-время осадки током; τос бт-время осадки без тока; τвыд-время выдержки; τвозв-время возврата плиты в исходное сост-е; ∆опр-припуск на оплавление; ∆ос-припуск на осадку; ∆св-припуск на св-ку;τос= τос бт+ τос.т; ∆св=∆ос+∆опр