

9.Основные циклограммы процессов контактной точечной сварки. Этапы образования соединений при точечной сварке.
Точечная
сварка имеет ряд особенностей: высокое
давление в зоне соединения и возможность
его изменения в процессе протекания
сварочного тока и проковки, интенсивное
перемешивание расплавленного металла,
кратковременность нагрева и охлаждения,
возможность предварительного и повторного
нагрева в процессе цикла сварки,
отсутствие окисления нагретого металла,
возможность регулирования скорости
нагрева и охлаждения, полная автоматизация
процесса и др.
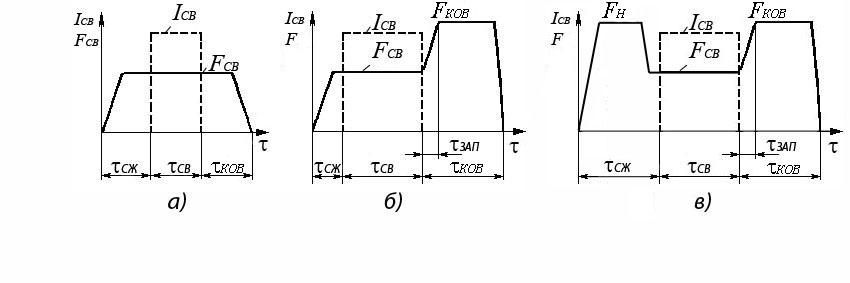
а – с пост-м усилием сжатия; б – с повыш-м ковочным усилием; в – с предварительным сжатием и ковочным усилием
Для устранения зазоров и предупреждения нач-х выплесков, а также при св-ке с предварит-но нанесенным жидким покрытием прим-т циклограмму в (рис. 3.4, в).
В некоторых случаях применяют многоимпульсную сварку. При этом сварочное и ковочное усилия могут прикладываться в соответствии с циклограммами, представленными на рис. 3.4.
Рис. 2.21. Этапы формирования соединений при точечной сварке
Значительное влияние на характер упругопластического деформирования деталей и образования вмятин при точечной сварке оказывает величина усилия сжатия Fсв. При увеличении Fсв, а также при использовании повышенных усилий проковки глубина вмятин растет. На рисунке 2.24 представлены расчетные графики перемещения верхнего электрода при приложении различных по величине усилий Fсв, свидетельствующие о значительном росте вмятины при увеличении FСВ. Если при приложении к электродам Fсв = 2500 Н электрод внедрился в деталь на глубину 0,15 мм, то при Fсв = 3900 Н – на 0,25 мм, а при Fсв = 5300 Н – на 0,33 мм. Следовательно, для уменьшения глубины вмятины нужно обеспечить максимально возможное снижение усилия Fсв, при котором не возникают начальные выплески расплавленного металла. Глубина вмятин значительно снижается при интенсивном охлаждении электродов и применении со стороны лицевой поверхности электродов с увеличенной контактной поверхностью.
10.Основные и сопутствующие процессы при образовании соединений с использованием контактной точечной сварки.
При контактной точечной и рельефной сварке в зоне сварного соединения протекают сложные взаимосвязанные процессы, основными из них являются:
- протекание электрического тока через зону сварки;
- нагрев деталей и электродов в результате прохождения тока;
- плавление и кристаллизация металла зоны сварки;
- неизотермическое деформирование нагретого металла.
В результате протекания процессов тепловыделения и теплопередачи в зоне сварного соединения формируется температурное поле, которое определя-ется совокупностью температур в различных точках свариваемых деталей в разные моменты времени.
При контактной точечной и рельефной сварке из-за малых размеров зоны соединения и незначительной продолжительности нагрева внутренними источ-никами теплоты возникают сложности экспериментального определения тепло-вого состояния металла. При установке термопар в зоне соединения трудно рассчитывать на получение объективных результатов в связи с возможностью нагрева их проходящим током и значительной инер¬ционностью спая. Наиболее доступной для измерения является область контакта электрод-деталь, однако в этом случае наличие отверстия в электроде под термопару может привести к иска¬жению температурного и электрического полей. Оценку теп¬лового состоя-ния металла при контактной сварке в последние годы часто производят с по-мощью математического моделирования.
Из-за динамических изменений теплового потока, плотности электриче-ского тока и свойств материала с изменением температуры процесс контактной точечной и особенно рельефной сварки является трудно анализируемым. По-этому для анализа указанных процессов используют математическое моделиро-вание. При этом к математической модели предъявляются следующие требования:
- осуществление совмещенного температурного, электрического и деформационного расчетов;
- задание граничных условий в контакте электрод-деталь и деталь-деталь (контактного теплового и электрического сопротивления);
- учет нелинейности теплофизических свойств материала свариваемых деталей и электродов;
- учет изменения плотности тока и распределения давления по контактной поверхности, связанных с деформированием металла зоны сварки;
- обеспечение задания модуляции сварочного тока;
- статистическое моделирование начальных и конечных выплесков.
Моделирование процесса сварки должно включать в себя задание геомет-рических, теплофизических и механических характеристик, зависящих от тем-пературы. Геометрическими характеристиками являлись толщина свариваемых деталей, форма и размеры электродов, теплофизическими – теплопроводность, плотность материала, теплоемкость, удельное электрическое сопротивления и электропроводность, механическими – модуль упругости, предел текучести, ко-эффициент линейного растяжения, модуль сдвига и коэффициент Пуассона.
Изменение теплофизических и механических ха¬рактеристик материала в зависимости от тем¬пературы учитывается на основании табличных данных. При этом для значений температур, находящихся в промежутках между таб-личными данными, величины характеристик определяются с помощью квадра¬тичной интерполяции.