

24.Разновидности контактной рельефной сварки, их технологические особенности.
Рельефную св-ку обычно прим-т для соед-я стальных деталей, реже – для соед-я деталей из цветных металлов и сплавов. Ее классифицируют по ф-ме и способу изгот-я рельефов, а также форме сварного соединения.
Ш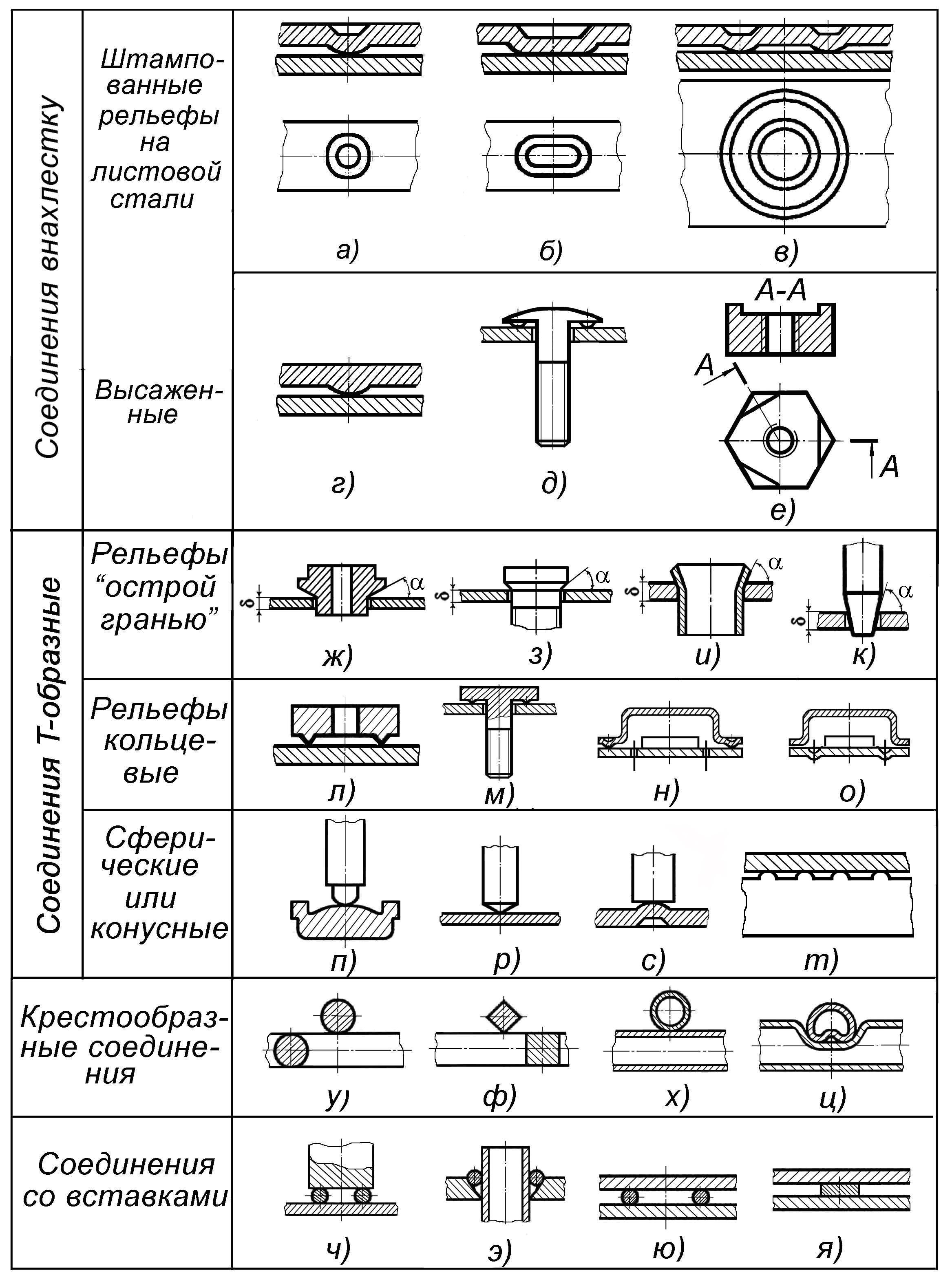 ирокое
применение нашла контактная рельефная
св-ка нахлесточных соед-й из листовых
мат-лов с рельефами различной ф-мы,
полученными холодной штамповкой. Обычно
используют круглый рельеф (рис,
а).
Для увел-я площади сварки, прим-т рельефы
продолговатой ф-мы(рис. б,
в).
ирокое
применение нашла контактная рельефная
св-ка нахлесточных соед-й из листовых
мат-лов с рельефами различной ф-мы,
полученными холодной штамповкой. Обычно
используют круглый рельеф (рис,
а).
Для увел-я площади сварки, прим-т рельефы
продолговатой ф-мы(рис. б,
в).
При св-ке одноврем-но нескольких точек на листовых конструкциях из сталей и титановых сплавов применяют, круглые рельефы, Осн-е размеры рельефов и диаметр литой зоны можно опр-ть, используя след-е соотнош-я: dр = (0,6…0,8) d ; hр = (0,2…0,3) dр; d = (1,1…1,4) dр . При св-ке деталей малых толщин и деталей из пластич-х металлов с целью повыш-ия проч-ти рельефов рекомендуют изгот-ть их высадкой(рис, г). Высаж-е рельефы прим-т также при приварке болтов и гаек (рис, д, е). Особую группу составляют Т-образные соединения. Такие соединения можно получать с использ-м рельефов с острой гранью ( рис, ж, з, и, к). Для приварки бобышек, гаек, болтов, для герметизации корпусов микросхем и полупроводниковых приборов используют кольцевые рельефы (рис, л, м, н). При небольшой величине нахлестки для герметизации корпусов используют сварку по контуру без дополнительных кольцевых рельефов (рис. о). Отдельную группу Т- образных соединений представляют изделия, в которых одна из деталей торцевой поверхностью (сферической или конусной) приваривается к развитой поверхности другой детали. Необходимый рельеф может быть образован на конце стержня или в привариваемом листе. Во всех этих случаях сварка происходит по всей поверхности привариваемого стержня (рис. п, р). Такое же Т- образное соединение может быть получено при сварке листов, в которых рельефы расположены на торце листа (рис, с) или выштампованы в плоской детали (рис. 4.1, т). К рельефным соединениям относятся крестообразные соединения проволок, стержней или труб (рис, у, ф, х, ц). Рельеф в данных соединениях образуется естественными формами деталей. Для увеличения жесткости трубам иногда придается особая форма (рис, ц).
Своеобразными рельефами являются вставки-концентраторы, расположенные между свариваемыми деталями в нахлесточных и Т- образных соединениях (рис, ч, э, ю, я).
25.Разновидности контактной шовной сварки. Особенности формирования соединений.
При контактной шовной сварке соединение свариваемых частей происходит между токоведущими вращающимися дисковыми электродами (роликами), передающими усилие сжатия. Существует три разновидности шовной сварки: а) непрерывная;б) прерывистая; в) шаговая.
При непрерывной шовной св-ке токоведущие ролики вращ-ся непрерывно и ток через них и зону св-ки поступает также непрерывно.
Наибольшее распространение получила прерывистая шовная сварка. При ее осущ-и импульсы св-го тока черед-ся с паузами. При протекании импульса св-го тока длит-ю τсв в зоне между ролика выдел-ся теплота, св-е детали нагрев-ся до Тпл и образ-ся зона расплавления .
При осуществлении шаговой сварки вып-ся основное правило, кот-е должно соблюд-ся как при точечной, так и при шовной сварке: кристаллизация металла св-й точки должна происходить при действующем усилии сжатия. При этом условии обеспечивается высокое качество соединений.
При изгот-ии ответственных узлов из алюминия и его сплавов, а также спец-х сплавов применяется шаговая сварка с повыш-м ковочным усилием Fков. Оно приклад-ся к эл-дам во время их остановки после выключения св-го тока Iсв . Приложение повыш-го ковочного усилия Fков способствует получению соед-ий без усадочных раковин и снижению растяг-х остат-х напряж-й в металле зоны соед-я.
С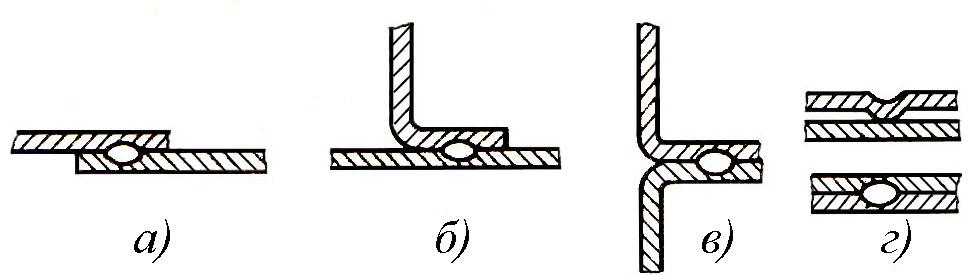 оед-я
при шовной св-ке разделяют на две группы:
нахлесточные и стыковые. К нахлесточным
соединениям (рис. 5.6,а,
б, в
) относят соединения с простой нахлесткой,
полуфлацевые и фланцевые. Для повышения
производительности применяют также
шовную сварку нахлесточных соединений
по предварительно подгот-му рельефу
(г).
оед-я
при шовной св-ке разделяют на две группы:
нахлесточные и стыковые. К нахлесточным
соединениям (рис. 5.6,а,
б, в
) относят соединения с простой нахлесткой,
полуфлацевые и фланцевые. Для повышения
производительности применяют также
шовную сварку нахлесточных соединений
по предварительно подгот-му рельефу
(г).
Особенности формир-я соед-й . Осн-е парам-ры режима шовной св-ки след-е: - величина св-ого тока; - длит-ть импульса св-го тока; - длит-ть паузы; - св-е усилие; - ковочное усилие; - длит-ть прилож-я ковочного усилия; - длит-ть запазд-я; - длит-ть перемещения роликов; - длит-ть остановки роликов; - скор-ть св-ки; - ф-ма и размеры раб-ей пов-ти роликов.
При прерывистой сварке зависимость скорости сварки от шага точек и длит-ти цикла св-ки (τ ц = τсв + τп) выглядит след-м образом: Vсв = 0,06tш /(τсв + τп), м / мин.
где ш - шаг точек в мм; τсв - длительность импульса сварочного тока, с; τп – длительность паузы, с.
При заданном tш скорость сварки Vсв тем больше, чем меньше τсв и τп. Для повышения Vсв шовная сварка с прерывистым включением тока выполняется на более жестких режимах.
При помощи шовной сварки изготовляют изделия из листовых материалов. К ним относятся топливные и масляные баки, глушители выхлопа двигателей, трубы, корпуса холодильников, пенные огнетушители, панельные отопительные радиаторы, мембраны, сильфоны, узлы стиральных машин, элементы солнечных батарей, узлы сельхозмашин. Шовная сварка применяется для соединения концов стальных лент в цехах холодной прокатки металлургических заводов, изготовления электродов аккумуляторов и др.