

12.Основные параметры режима контактной точечной сварки, их влияние на размеры и прочность соединений.
Осн-ми парам-ми режима точечной сварки являются: - величина сварочного тока Iсв.;- время протекания св-го тока τсв.; - св-е усилие Fсв;- ковочное усилие Fков.;- время приложения ков-го усилия τков.; - время запаздывания τзап.; - ф-ма и размеры эл-дов.
Параметры режима сварки можно опр-ть расчетом, расчетно-эксперим-м методом и эксперим-но. Св-ка может осущ-ся эл-дами с плоскими или сферич-ми рабочими пов-ми. Выбор размеров раб-ей пов-ти производ-ся, исходя из следующих соотношений: dэ = (0,9…1,2) dя; Rэ = (15…20) dя. Увел-е dэ и Rэ эл-дов вызывает увел-е площади контактов эл-д-деталь и д-деталь, что приводит к снижению dя и прочности соед-й.
С увел-ем Iсв и τсв кол-во выделившейся при сварке теплоты возрастает, в связи с чем размеры и прочность соед-й увел-ся. При чрезмерном увел-и Iсв и τсв возможны перегрев, образов-е точки большого размера, конечные внутренние и наружные выплески. При этом значит-но растут вмятины от эл-дов и снижается прочн-ть точки.
С увеличением Fсв площади контактов электрод-деталь и деталь-деталь возрастают, что снижает интенсивность тепловыделения и увеличивает отвод теплоты из зоны сварки. Поэтому при постоянстве остальных параметров режима увеличение Fсв приводит к уменьшению dя и прочности соединений, а снижение Fсв – к увеличению dя. Рост dя и прочности соединений при увеличении Iсв и τсв и снижении Fсв ограничивают из-за появления выплесков расплавленного металла.
В процессе эксплуатации конструкций, выполненных точечной сваркой, установлено, что усталостная трещина в подавляющем большинстве случаев зарождается на внутр-й пов-ти свариваемых деталей у границы литого ядра точки.
|
|
|
Рис. 3.6. Циклограмма процесса св-ки с повыш-м ковочным усилием |
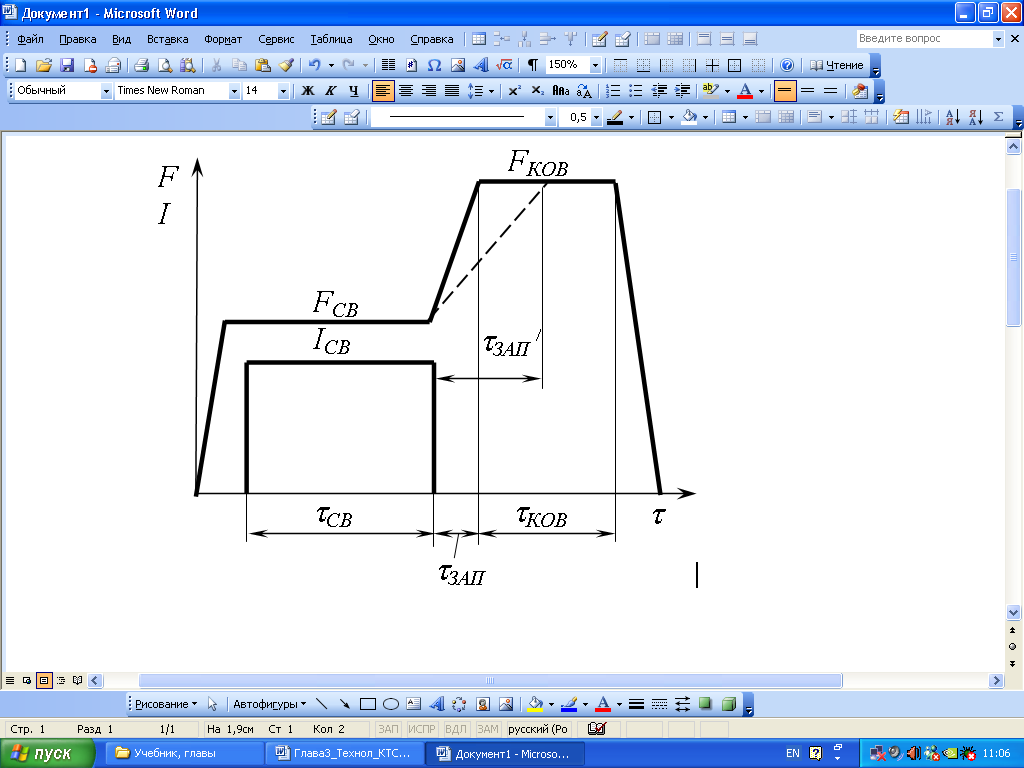
Длит-ть приложения ковочного усилия τков должна быть достат-й для перераспред-я остат-х напряжений.
При
сварке низкоуглеродистых сталей
толщиной свыше 2+2 мм время запаздывания
приложения усилия проковки τзап,
отсчитываемое от момента выключения
сварочного тока до момента достижения
максимального значения усилия проковки,
может быть определено по выражению:
![]() ;
При сварке низкоуглерод-х сталей миним-е
время проковки должно составлять:
;
При сварке низкоуглерод-х сталей миним-е
время проковки должно составлять:![]() ;
;
![]() ;
гдеdя
– диаметр литого ядра, мм.
;
гдеdя
– диаметр литого ядра, мм.
При выполнении перечисленных выше мероприятий обеспечивается снижение уровня остаточных напряжений.
13.Особенности технологии контактной точечной сварки сталей.
Под технологической свариваемостью понимают способность металлов образовывать прочные соединения без существенного ухудшения их технических свойств в самом соединении и в околошовной зоне.
Большинство конструкционных материалов, обладающих достаточной пластичностью, хорошо свариваются контактной сваркой. В результате комплексного анализа свойств и свариваемости, конструкционные материалы можно условно разделить на группы.
Низкоуглер-е стали, имеющие низкую чувствит-ть к термич-му циклу и выплескам успешно варят как на мягких, так и на жестких режимах.Первая прим-ся при св-ке сталей толщиной до 2 мм, с прим-ем эл-дов с плоской рабочей пов-ю. Вторая – при св-ке сталей толщиной свыше 2 мм, с прим-ем эл-дов со сферич-й раб-й пов-ю.
Среднеуглер-е стали обладают более высокими ρо и сопротивлением деформации. Они склонны к закалке и кристал-м трещинам. В литом ядре и околоточечной зоне при неблагоприятных парам-рах режима точечной сварки образ-ся твердый и хрупкий мартенсит.
|
|
|
|
Высокоуглеродистые стали при изготовлении сварных конструкций применяются редко. Сварку этих сталей надо осуществлять на мягких режимах св-ки или на режимах, предусматр-х предварит-й подогрев и послед-ю термообработку ( см. рис. 3.10).Сварка на очень мягком режиме при огранич-м времени проковки уменьшает скор-ть охлаждения за счет разогрева большой зоны металла вокруг сварной точки. Для некот-х марок сталей это позволяет получить соед-е с дост-й пластич-ю.
Низколегированные стали (содержание легирующих элементов Mn, Ni, Cr, Si, Ti, Zr, Nb, Mo и др. до 2,5 %) соединяют точечной сваркой на тех же режимах, что и среднеуглеродистые стали.
Стали аустенитного класса (12Х18Н10Т, 04Х18Н10Т и др.) отличаются высокой прочностью и пластичностью. Они обладают высоким ρо и малой λ. Поэтому при сварке этих сталей ток существенно меньше, чем при сварке низкоуглеродистых сталей.
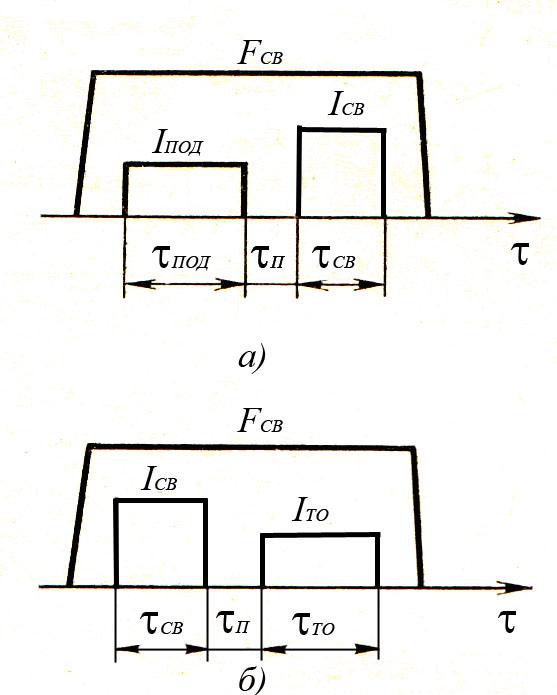
При сварке сталей толщиной до 2 мм применяют циклограмму с постоянным сварочным усилием, а при сварке металла толщиной более 2 мм – с повышенным ковочным усилием.
Жаропрочные стали и сплавы (ХН75МБТЮ, ХН70Ю, ХН38ВТ и др.), а также сплавы повышенной жаропрочности (ХН70ВМТЮФ, ХН56ВМТЮ и др.) отличаются большим ρо и невысокой λ. Поэтому сварочный ток составляет 60…70 % от тока при сварке низкоуглеродистых сталей. Время протекания тока соответственно увеличивают в 2…4 раза, а усилие сжатия – в 2,5…4 раза. Чаще всего используют циклограммы а и б (см. рис. 3.4). Применяются электродные материалы с повышенной твердостью (до 240 МПа).