44.Основные схемы процессов высокочастотной сварки. Параметры режима сварки. Области применения
ВЧС
– св-ка давлением при которой нагрев
осущ-ся токами высокой частоты.
При
протекании переменного тока внутри и
вокруг проводника возник-т магнитное
поле,кот-е вызывает в проводнике ЭДС,
кот-я направлена противоположно ЭДС
ИП.
1).
Поверхностный эффект: Ев = Фв + Фн; Е н
= Фн;
н
= Фн;
Ев.сум.
< Ен.сум.
Ток
оттесняется к перифериям проводника
т.к. Ев.сум. < Ен.сум. Явление концентраций
тока на пов-ти проводника носит название
поверхностного эффекта. Это явление
проявляется тем больше, чем больше
частота и диаметр проводника.
Расстояние
от пов-ти проводника по направлению к
его центру, на протяжении кот-го плотность
тока уменьшается в е
раз
(63,2%) условно наз-т глубиной проплавления
тока:
;
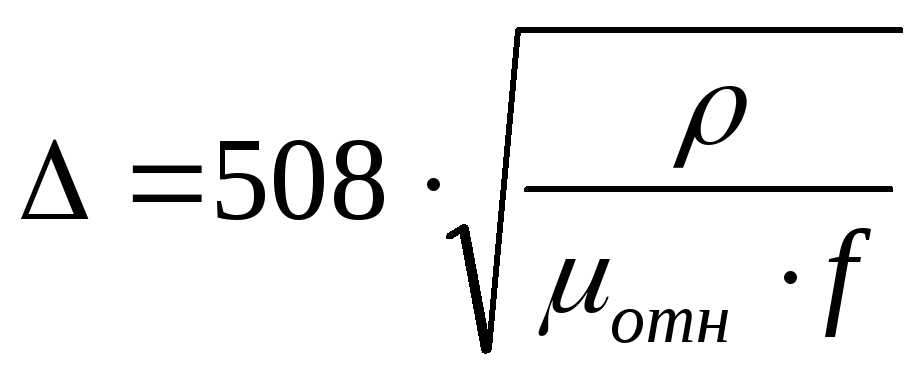
 - удельное сопротивление;
- удельное сопротивление; - отношение индукции в данном в-ве к
индукции в вакууме;
- отношение индукции в данном в-ве к
индукции в вакууме; - магнитная проницаемость среды;
- магнитная проницаемость среды; - могнитная постоянная.f
–
частота тока.
- могнитная постоянная.f
–
частота тока.
2).
Эффект близости. Ток всегда оттесняется
в зону большей плотности магнитного
поля.
3 ).
Катушечный или кольцевой эффект.
).
Катушечный или кольцевой эффект.
Все
3 эффекта лежат в основе высокочастотной
сварки.
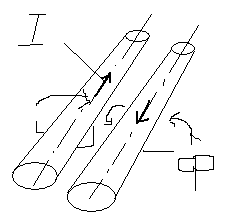
Способы
ВЧС.
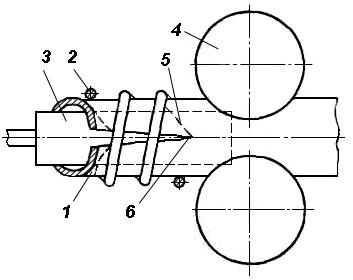
1.
ВЧС сварка труб с индукционным подводом
энергии.
2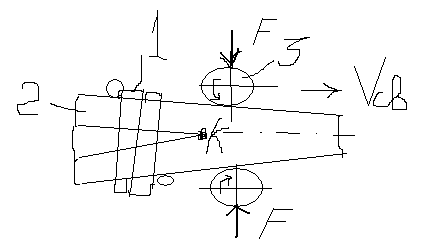 – трубная заготовка; 3 – формирующие и
сжимающие ролики; К – точка схождения
кромок; 1 – кольцевой индуктор.
– трубная заготовка; 3 – формирующие и
сжимающие ролики; К – точка схождения
кромок; 1 – кольцевой индуктор.
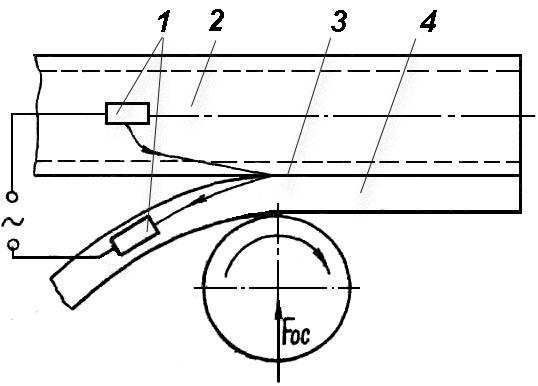
2.
ВЧС с контактным подводом сварочного
тока.
1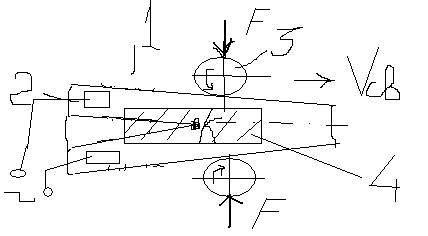 – токоподводящий контакт; 4 – сердечник
из ферромагнитного мат-ла.Сердечник
необходим для увеличения индуктивного
сопротивления шунтирующей цепи и
уменьшения тока шунтирования.
– токоподводящий контакт; 4 – сердечник
из ферромагнитного мат-ла.Сердечник
необходим для увеличения индуктивного
сопротивления шунтирующей цепи и
уменьшения тока шунтирования.
Области
применения ВЧС:1.
Для изготовления труб.
2.
Для изгот-я тавровых соединений. 3. В
теплоэнергетике.Основные
параметры процесса сварки:1.
Частота; 2. Мощность; 3. Скорость сварки;
4. Усилие F;
5. Форма индуктора; 6. Конструкция
токоподводящих контактов; 7. Зазор h;
8. геометрия кромок. 9. Угол формовки.
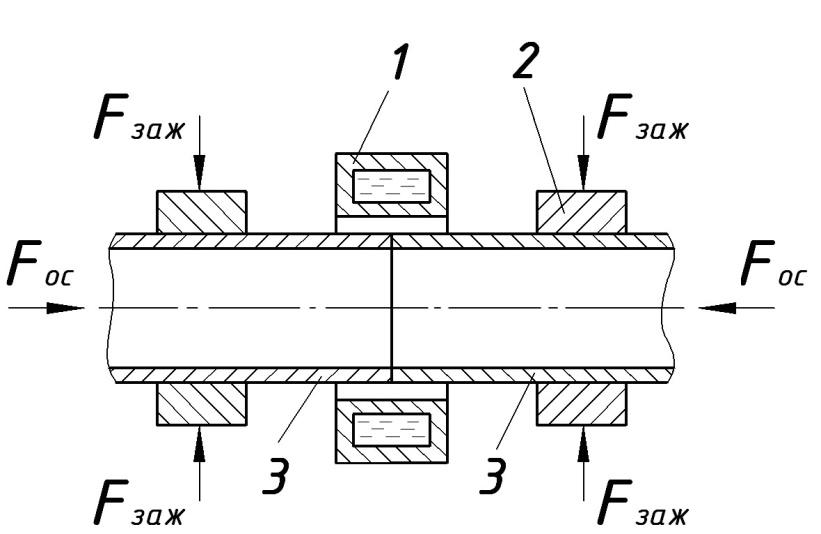
45. Особ-ти технологии стыковой высокочастотной сварки труб и листов.
Одновременная
стыковая сварка основана на нагреве
свариваемых кромок за счет принудительной
концентрации тока.
В свариваемых
стыках индуктируется ток, обратный по
фазе току индуктора. Вследствие эффекта
близости индуктированный ток протекает
по полосе, ширина которой зависит от
ширины индуктора и величины зазора
между индуктором и трубами. При
симметричном расположении стыка
относительно индуктора максимальная
плотность тока будет на поверхности,
в зоне торцов трубы. После нагрева стыков
до
tсв
<
Тпл
производится осадка с усилием
Fос.
.
Для
защиты металла от окисления применяется
защитная, обычно восстановительная,
среда. Внутри трубы после сварки
образуется незначительный грат. Варьируя
шириной зоны нагрева, можно управлять
формой шва, включая и возможность
практически полного предотвращения
деф-и металла внутрь трубы.
При
использовании схемы ВЧС давлением с
контактным подводом тока возможны два
варианта: 1) с нагревом свариваемых
поверхностей перед осадкой до
tсв
>
Тпл
металла; 2) с нагревом металла в зоне
сварки до
tсв
<
Тпл
металла.
При
этом в первом варианте возможны две
схемы оплавления св-х пов-тей: в месте
схождения, непоср-но перед осадкой; до
места схождения, на некотором расстоянии
от него. В обеих схемах легко просмат-ся
три взаимосвяз-х стадии процесса: нагрев,
осадка и охлаждение.
При
протекании тока высокой частоты по
катушке индуктора
2 в
теле трубной заготовки
1
индуктируется
ток, который, встречая щель, образованную
кромками, замыкается через точку их
схождения. Энергия, передаваемая от
индуктора к трубной заготовке,
затрачивается на нагрев кромок до
температуры сварки и на бесполезный
нагрев тела трубной заготовки. Реактивное
сопротивление цепи вокруг трубной
заготовки дополнительно увеличено
путем установки ферритового стержня
3,
который помещен внутрь трубной заготовки
в зоне сварки.При индукционном способе
подвода тока расход электроэнергии
несколько выше, чем при контактном, так
как наряду с кромками нагревается тело
трубной заготовки под индуктором.
«+»индукционного способа является
исключительная простота и надежность
индукторов. Решающее влияние на выбор
системы токоподвода и частоты тока
оказывают высокая эксплуатационная
надежность индукционного подвода на
средних частотах тока и высокое качество
сварных соединений.Основными парам-ми
режима ВЧС явл-ся: частота тока, мощность
высокочаст-го генератора, скорость
сварки, усилие сжатия, форма индуктора,
зазор между индуктором и свариваемой
заготовкой. К до-м парам-рам относятся
геометрия свариваемых кромок, угол
формовки и др. Выбор частоты тока при
непрерывной высокочастотной сварке
основывается на необходимости обеспечения
оптимального соотношения между толщиной
кромок и глубиной их прогрева для
получения высокого качества соединения,
с одной стороны, и на условии минимальных
затрат - с другой.