

35.Область применения сварки взрывом. Схемы процессов, основные параметры режимов сварки.
Сварка взрывом – это сварка с применением давления, при которой соединение осуществляется в результате вызванного взрывом соударения свариваемых частей.
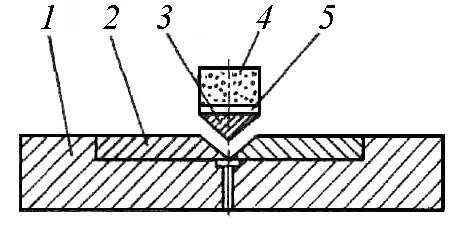
Процесс сварки основан на использовании энергии взрыва для придания скорости метаемой пластине и ее приваривания к неподвижной пластине путем высокоскоростного косого соударения. Неподвижную основную пластину и метаемую пластину располагают параллельно или под углом α на заданном расстоянии h. На метаемую пластину укладывают заряд ВВ. На метаемой пластине 3 устанавливают детонатор. Сварка производится на опоре. Детонация протекает с постоянной скоростью.
параметры зависят от начальных параметров процесса.
К начальным относятся параметры:
1) скор-ть детонации Vд, завис-я от природы ВВ;Vд = А γвв, где А – коэф-т пропорц-ти; γвв – плотность ВВ .
Завис-ть
давления газов
рг
от
Vд,
γвв,
γг
след-я:![]() 2) безразмерный параметр
r
– отнош-е массы заряда ВВ
к массе метаемой пластины:
2) безразмерный параметр
r
– отнош-е массы заряда ВВ
к массе метаемой пластины:
![]() гдеSвв,
γвв
– толщина слоя и плотность ВВ;
Sпл,
Тпл
– толщина и плотность мат-ла метаемой
пластины; 3) расстояние h
и угол α;
4) микрорельеф свариваемых поверхностей;
5) т-ра пов-ей деталей, подлежащих сварке;
6) физико-механические характеристики
свариваемых металлов.
гдеSвв,
γвв
– толщина слоя и плотность ВВ;
Sпл,
Тпл
– толщина и плотность мат-ла метаемой
пластины; 3) расстояние h
и угол α;
4) микрорельеф свариваемых поверхностей;
5) т-ра пов-ей деталей, подлежащих сварке;
6) физико-механические характеристики
свариваемых металлов.
Перед св-й взрывом пов-ти зачищают и обезжир-т. На св-х пов-х могут остав-ся следы масла, лака, ржавчины, влаги кот-е затрудняют получение кач-х соед-й.
С варка
взрывом использ-ся в разл-х обл-х техники.
Плакир-е металлов с целью получ-я
биметалл-х заготовок и деталей, раб-х в
условиях агрессивных сред и повышенного
износа. Св-ка взрывом использ-ся для
получ-я многослойных композиций. Сварку
взрывом прим-т для плакирования стержней
и труб под послед-е волочение и прокатку,
а также для плакир-я внутр-х пов-тей
цилиндрич-х изделий. Св-ка взрывом
нашла широкое применение при закреплении
труб в трубных решетках. Сварку взрывом
прим-т также при ремонте трубной решетки,
когда необх-мо в ее отверстие установить
заглушку. Перспективным явл-ся применение
св-ки взрывом для соед-я труб из мат-ов,
образующих интерметаллиды . Схемы
сварки переходных трубных эл-тов.
варка
взрывом использ-ся в разл-х обл-х техники.
Плакир-е металлов с целью получ-я
биметалл-х заготовок и деталей, раб-х в
условиях агрессивных сред и повышенного
износа. Св-ка взрывом использ-ся для
получ-я многослойных композиций. Сварку
взрывом прим-т для плакирования стержней
и труб под послед-е волочение и прокатку,
а также для плакир-я внутр-х пов-тей
цилиндрич-х изделий. Св-ка взрывом
нашла широкое применение при закреплении
труб в трубных решетках. Сварку взрывом
прим-т также при ремонте трубной решетки,
когда необх-мо в ее отверстие установить
заглушку. Перспективным явл-ся применение
св-ки взрывом для соед-я труб из мат-ов,
образующих интерметаллиды . Схемы
сварки переходных трубных эл-тов.
свариваемыми заготовками 2.
Стыковая св-ка мет-ла большой толщины.
|
|
37.Формирование соединений при сварке трением. Основные параметры режима сварки.
Внешне простой процесс сварки трением в действительности весьма сложен. Он представляет собой целый комплекс взаимосвязанных явлений: 1) интенсивное локализованное выделение тепла на поверхностях трения; 2) механическое внедрение частиц одной свариваемой детали в тело другой; 3) разрушение оксидных пленок и удаление их из стыка; 4) непрерывное образование металлических связей между поверхностями и немедленное разрушение этих связей; 5) быстрый нагрев и быстрое охлаждение малых объемов металла в условиях очень больших местных давлений; 6) упругопластическая деформация в микрообъемах; 7) наклеп и рекристаллизация; 8) взаимная диффузия; 9) интенсивное перемещение дислокаций и активация поверхностей контакта; 10) образование прочного соединения свариваемых заготовок тотчас же после прекращения их относительного движения.
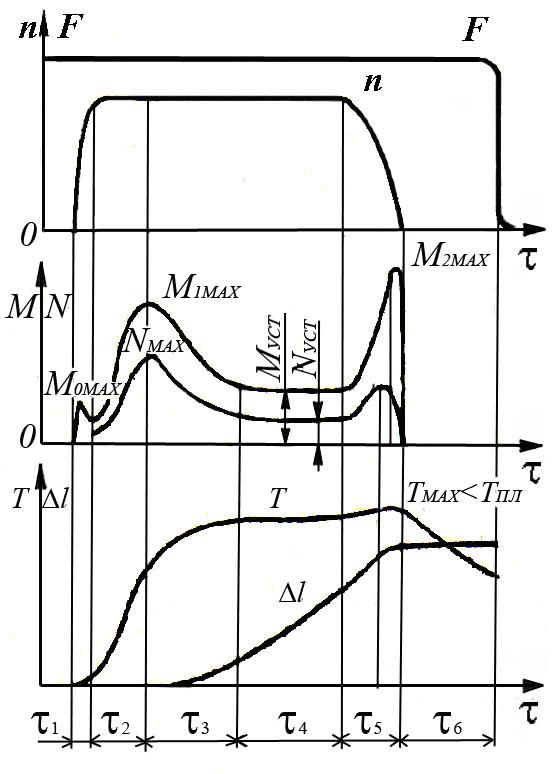
Циклограмма процесса сварки трением схватывания.
|
|
|
Рис. 12.8. Циклограмма процесса сварки трением |
Перед началом сварки трением необходимо произвести рациональную подготовку кромок с целью создания приемлемых условий формирования, обеспечения частичного или полного укрытия грата.
Удаление грата может производиться как на отдельном рабочем месте, так и непосредственно на сварочной машине. К свариваемым поверхностям при обычной сварке трением не предъявляются высокие требования по загрязненности и чистоте обработки. Подготовка поверхностей под сварку может быть выполнена на токарном станке, рубкой и различными способами резки. При инерционной сварке в связи с точной дозировкой вкладываемой в стык энергии подготовка свариваемых кромок должна быть более тщательной, чем при обычной сварке трением.
Основными параметрами режима сварки трением являются: 1) давление при нагреве pн; 2) давление проковки pков; 3) время нагрева τн; 4) время проковки τков; 5) частота вращения n; 6) осадка при нагреве н; 7) суммарная осадка сум.