

48.Особенности процесса сварки пластмасс с применением давления и нагрева.
Особ-ти свариваемости пластмасс:
Основным фактором, влияющим на св-ть пластмасс явл-ся их поведение при нагреве. По этому признаку пластмассы дел-ся на 2 группы:
1. Термопластические массы (термопласты).
2. Термоактивные массы (реактопласты).
Термопласты могут многократно нагреваться, доводиться до вязкотекучего состояния, а при остывании вновь возвращаться в исходное состояние, не притерпевая значит-х химических изменений.
Реактопласты при воздействии температуры подвергаются необратимым изменениям.
В зависимости от температуры пластмассы могут нах-ся в 3-х физических состояниях:
1) Стеклообразное.
2) Высокоэластичное.
3) Вязкотекучее.
Температура перехода из 2-го в 1-е наз-ся температурой стеклования. Из 2-го в 3-е – температурой текучести.
При сварке пластмасс необходим равномерный нагрев всего свариваемого сечения. По этой причине при сварке необходимо, чтобы интервал текучести был как можно больше.
49. Схемы сварки полимеров с применение давления и нагрева.
Сущность процесса сварки состоит в сближении макромалекул соединяемых поверхностей на расстояние, при котором возникают силы межмалекулярного взаимодействия. Образованию соединений содействует перемешивание расплава, имеют место диффузионные процессы.
Способы сварки:
1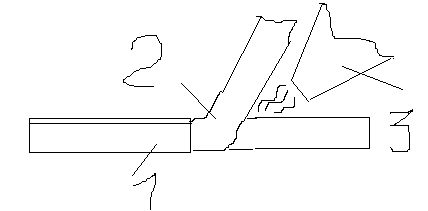 )
Сварка нагретым газом(ручная).
)
Сварка нагретым газом(ручная).
1- св-е детали; 2 – пруток; 3 – сопло.
(механизир-я)
2 )
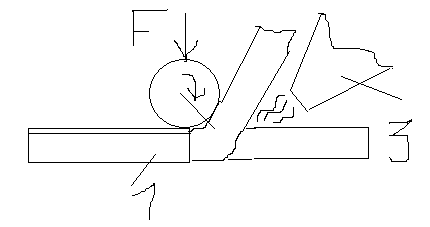
сварка нагретым инструментом.
)
сварка нагретым инструментом.
1 – св-е детали; 2- нагретый инструмент.
3) Сварка термоимпульсом. Может применяться и односторонний нагрев.
4) Сварка трением. При этой сварке для уменьшения грата прим-ся различные разделки кромок.
5) УЗС
6) Контурная сварка. Прим-ся при многослойных и разнотолщинных соединениях.
Возможны комбинированные способы сварки с применением ультрозвука:
1. Нанесение на сварочные кромки растворителя.
2. Предварительный подогрев полимера и послед-я УЗС.
3. Сварка излучением.
4. Сварка токами высокой частоты.
50. Классификация машин для контактной сварки.
1) По назначению:
- универсальные;
- специальные.
У спец-х машин имеется:
1. указание изделия для кот-го предназначена эта машина
2. степень механизации и автомат-и операций по загрузке, перемещению и выгрузке изделий.
Спец-е машины могут быть классифицированы:
1. по виду сварного изделия: - многоэлектродные машины для сварки арматуры железобетонных конструкций; - многоэлектродные машины для сварки листовых конструкций; - машины для сварки бензобаков; - рельефная машина для герметичных корпусов.
2. По степени механизации и автоматизации: - автоматы; - полуавтоматы; - линии оснащенные роботами.
2) По способу цстановки:
- стационарные;
- подвижные.
3) По напрвлению движения электродов:
- с прямым ходом;
- с радиальным.
4) по виду привода:
- ручные, ножные;
- пневматические;
- гидравлические;
- электромагнитные.
5) По способу подвода тока к месту сварки:
- двусторонний;
- односторонний токоподвод.
6) По числу одновременно свариваемых точек (швов): - одноточечные (одношовные); - многоточечные (многошовные).
7) По направлению вращения роликов:
- машины для продольной, поперечной сварки;
- универсальные.
8) По виду импульса св-го тока:
- переменного;
- низкочастотные;
- конденсаторные;
- машины постоянного тока ( с выпрямлением тока во вторичном контуре).
МТ – 1617 – машина переем-го тока точечная.
МС – 1601 – машина рельефная (ток 80кА) переем-й ток.
МШ – 1808 – шовная машина переем-го тока.
МТП – 1111 – машина точечная, переносная.
Низкочастотные машины: МТК – 2608.
Конденсаторные: МТК – 7502.
Постоянного тока: МТВ – 2804, МШВ – 3204.