

71. Основные виды дефектов при сварке взрывом.
1-краевые и начальные непровары
2-изгибные деформации
Причины:
Разлёт продуктов детонации к боковым граням:
Дефекты связанные с изменением параметров режима
1-вероятность образования ”ёлочки” увеличивается с повышением твёрдости
2-начальная температура сварки; 3-скорость перемещения точки контакта;
72.Характеристика существующих способов контроля при сварке давлением
Виды контроля:
1)Технологический контроль чертежей
2)Контроль операций сопутствующих сварке
3)Контроль оборудования, квалификация сварщика
4)Контроль сварных соединений и узлов
4.1 Контроль с разрушением
4.2выборочный контроль узла
4.3 контроль без разрушения
4.3.1 внешний осмотр
4.3.2 контроль герметичности
4.3.3 контроль нагружением
4.3.4 физические методы контроля
5)Контроль процесса сварки
5.1 контроль параметра режима
5.2 контроль по обобщающим факторам
5.3 Многофакторный контроль
73.Разрушающие способы контроля сварных соединений
Контроль технологических образцов
П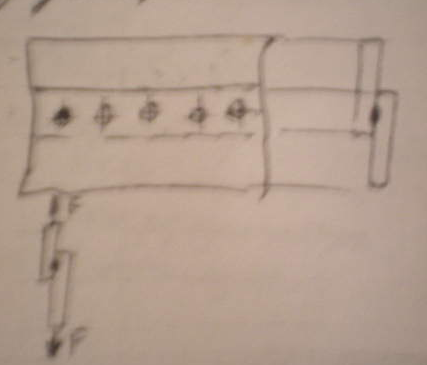 ри
испытании качество сварной точки
определенному по разрушающему усилию
ри
испытании качество сварной точки
определенному по разрушающему усилию
Стабильность результатов оценивается следующим способом
10 образцов Fотр-max и min
K=Fmax-Fmin/Fсредн
К=0,4-для точечной
К=0,25-для шовной
П рочность
сварных труб определяется следующим
образом:
рочность
сварных труб определяется следующим
образом:
При серийном производстве практикуется выборочное разрушение изделий из партии
74.Неразрушающие методы контроля соединений выполненных сваркой давлением
Виды неразрушающего контроля
1)Контроль внешним осмотром при помощи лупы с 10-кратным увеличением
2)контроль на герметичность
3)Сопротивление соединений заданной нагрузки
4)Радиационный контроль

Рентгеновский контроль точечной сварки осущзествляется при соединении материалов:D16.В95,D20,Al-Mg сплавы покрытые чистым алюминием
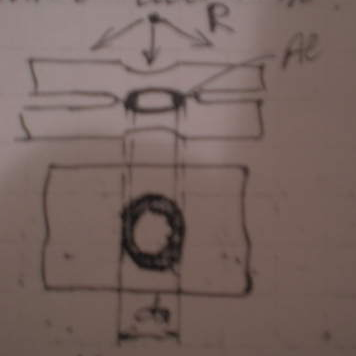
Чистый алюминий оттесняется к периферии сварной точки
Рентгеноконтрастность границ можно осуществить искусственным методом-путём применения рентгеноконтрастных материалов
РКМ:порошок никеля,W

5)Магнитные методы контроля
75.Установка и монтаж машин для сварки
Аттестация машин
Проводится с целью установления соответствия параметров машины определённое заводом изготовителем
Паспортизация- заключается в определении электрических и механических параметров машины, которые заносятся в паспорт
Ремонт машины
-текущий(замена и зачистка электродов, замена тиристоров и реле-проводится сварщиком и дежурным электриком)
-средний- замена токоведущих деталей
-капитальный- полная разборка машины с заменой дефектных частей, проверка и регулировка всех механизмов, проверка сварочного трансформатора, проводится ремонтной бригадой.
76.Требования охраны труда при проектировании и эксплуатации машин для сварки давлением
Гост 12.3.003-86
Гост 12.2.049-80
Двери шкафов и машин при открывании которых возможен доступ к открытым частям находящимся под напряжением более 42 В переменного тока или более 110 В постоянного, должны иметь блокировку, обеспечивающую при открывании дверей отключение машины от сети
Сварочный контур должен иметь соединение с корпусом машины, а корпус машины заземлятся.
Машины для рельефной сварки должны иметь двухкнопочное включение или устройства обеспечивающие безопасную работу
На видных местах электрических шкафов и машин имеющих устройства находящиеся под напряжением выше 110 и 42 В должен иметься предупредительный знак по ГОСТ 12.4.026-76
Провода соединяющие педали управления с устройством должны быть защищены от механических повреждений