

26.Разновидности конденсаторной контактной сварки. Особенности образования соединений при стыковой, точечной, рельефной и шовной сварке.
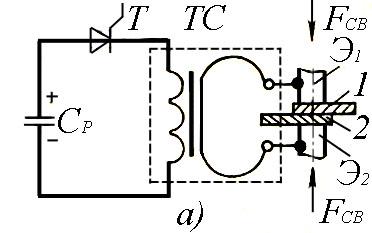
Конденсат-я св-ка явл-ся самым распростр-м способом св-ки аккумулир-й энергией.
|
|
|
|

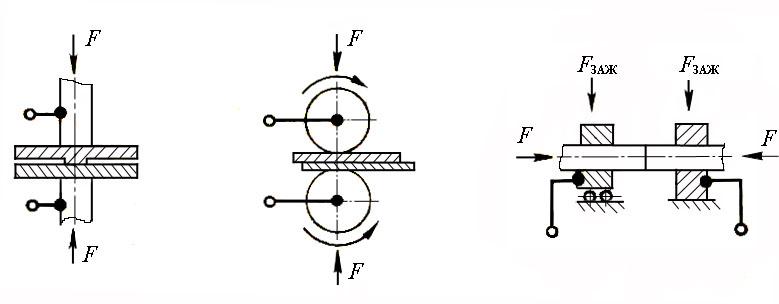
а – рельефная; б – шовная; в - стыковая
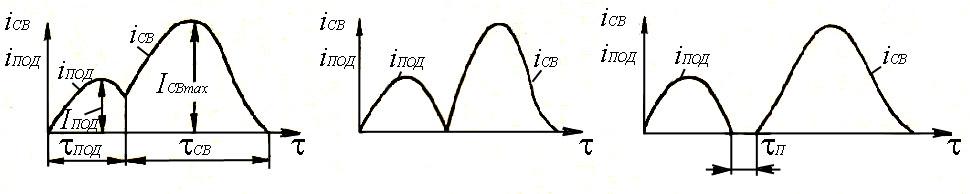
В завис-ти от конкретных технологич-х задач процесс св-ки может вып-ся с наложением импульса св-го тока iсв на импульс тока подогрева iпод , с нулевой или регулир-й паузой τп между токами iсв и iпод.
 Конденсаторная
точечная сварка широко прим-ся для
соед-я тонких и ультратонких металлов.
Конденсат-я рельефная сварка прим-ся
для герметизации корпусов микросхем
и полупров-х приборов. При вып-и контурной
конденсат-й св-ки герметичность изделий
может быть не достигнута при
нестабильности размеров рельефов и
неравномерности нанесения покрытий.
Конденсаторная
точечная сварка широко прим-ся для
соед-я тонких и ультратонких металлов.
Конденсат-я рельефная сварка прим-ся
для герметизации корпусов микросхем
и полупров-х приборов. При вып-и контурной
конденсат-й св-ки герметичность изделий
может быть не достигнута при
нестабильности размеров рельефов и
неравномерности нанесения покрытий.
Конденсат-я рельефная сварка используется для соединения тонких проводников.
Основные парам-ры режима конденсат-й точечной и рельефной сварки следующие:
- св-й ток Iсв = f(τсв); - св-е усилие Fсв; - ковочное усилие Fков; - время проковки τков; - время запаздывания τзап; - форма и размеры эл-дов; - полярность импульса тока; - ф-ма и размеры рельефов.
Особенности процессов шовной и стыковой сварки. Конденсаторная шовная сварка применяется для соед-я металлов и сплавов малой толщины. Прим-ся след-е разновид-ти шовной св-ки:-прерыв-я шовная св-ка;-шаговая шовная св-ка.
Импульсы св-го тока индуктируются во вторичной обмотке сварочного трансформатора во время разрядки батареи конденсаторов. Во время паузы между импульсами св-го тока идет зарядка батареи конденсаторов. При шаговой шовной конденсаторной сварке импульс сварочного тока протекает в зоне сварки во время остановки роликов. При шаговой сварке с повышенным ковочным усилием последнее прикладывается к электродам во время остановки роликов после прохождения импульса тока. Для получения герметичных сварных соединений сварные точки должны перекрывать друг друга. Шаг точек при этом должен быть меньше их диаметра. Конденсат-я стыковая св-ка прим-ся для соед-я проводников малого диаметра. Прим-ся в основном св-ка сопрот-м. Точное дозирование энергии, запасаемой в батарее конденсаторов, способствует получению стыковых соединений с небольшим усилением, стабильными размерами и прочностью. Кач-во соед-й зависит от тщательности подготовка торцов деталей перед сваркой.
27.Методика расчета сварочного тока при контактной точечной и шовной сварке.
Общая хар-ка нагрева при контактной св-ке выраж-ся приведенной нами ранее ф-лой теплового баланса: Qээ = Q1 + Q2 + Q3 + Q4 , где Qээ - полное кол-во теплоты, затрач-е на образ-е св-й точки; Q1 - полезная теплота, расходуемая на нагрев металла сварной точки (QПОЛ); Q2 – теплота, передаваемая теплопров-ю в окружающий зону соед-я металл; Q3 – потеря теплоты в электроды; Q4 – потери теплоты лучеиспусканием с пов-ти нагретых деталей и эл-дов.
В опр-х пределах QПОЛ не зависит от τсв. и предст-т собой теплоту, расход-ю на расплавление металла св-й точки. Остальные составляющие теплового баланса относят к потерям теплоты QПОТ. Таким образом: QЭЭ = QПОЛ + QПОТ
C увел-м продолжит-ти нагрева растет Qпот. Ср-е кол-во теплоты, выделяемой в единицу времени при протекании св-го тока равно: qээ = Qээ /τсв.
При высоких значениях qээ1 температура tсв достигается за время τmin. С уменьшением qээ длительность нагрева увеличивается. При использовании машины малой мощности со средним количеством теплоты qээ3 < qээ min нагреть зону сварки до необходимой температуры невозможно. В этом случае выделяется недостаточное количество Qээ, и оно рассеивается в виде потерь. По этой причине при контактной сварке применяются мощные машины, позволяющие снизить время протекания тока, повысить производительность и снизить расход электроэнергии.
Теплота Qээ является основным показателем процесса, ее используют для расчета величины сварочного тока. Сварочный ток рассчитывают по закону Джоуля-Ленца:
![]() ;где
Qээ
– количество теплоты, рассчитанное по
формулам 2.9, 2.10, 2.11, 2.12; 2rдк
- сопротивление двух свариваемых деталей
в момент выключения сварочного тока,
k
– коэффициент, учитывающий изменение
rээ
в
процессе протекания сварочного тока;
τсв
–
время протекания сварочного тока; rээ
=
2rдк
-
определяют по методике, изложенной в
разделе 2.5. τсв
определяют
по эмпирическим формулам или таблицам
рекомендованных режимов сварки. Для
низкоуглеродистых сталей k
=
1, алюминиевых и магниевых сплавов 1,15,
коррозионно-стойких сталей 1,2, сплавов
титана 1,4.
;где
Qээ
– количество теплоты, рассчитанное по
формулам 2.9, 2.10, 2.11, 2.12; 2rдк
- сопротивление двух свариваемых деталей
в момент выключения сварочного тока,
k
– коэффициент, учитывающий изменение
rээ
в
процессе протекания сварочного тока;
τсв
–
время протекания сварочного тока; rээ
=
2rдк
-
определяют по методике, изложенной в
разделе 2.5. τсв
определяют
по эмпирическим формулам или таблицам
рекомендованных режимов сварки. Для
низкоуглеродистых сталей k
=
1, алюминиевых и магниевых сплавов 1,15,
коррозионно-стойких сталей 1,2, сплавов
титана 1,4.
Величина сварочного тока, определенная по формуле 3.6, для получения сварной точки заданного диаметра должна протекать только через зону сварки. При двухсторонней сварке и наличии ранее сваренных точек происходит протекание его через эти точки. Явление это называется шунтированием тока. При односторонней двухточечной сварке шунтирование происходит через одну из деталей (рис. 3.9).
Шунтирование в значительной мере нарушает симметрию электрического тока и при малом шаге между точками tш может привести к уменьшению плотности сварочного тока и размеров сварной точки.
Величину тока шунтирования можно определить по формулам, которые справедливы как для точечной, так и для шовной сварки Iш = Icв rээ / rш ; Iш = Icвδ / tш , (3.7)
где rээ и rш – электрическое сопротивление зоны сварки и шунта, δ - толщина свариваемого металла.
Вторичный кратковременный ток I2 кр = Icв +Iш .
Изложенную методику расчета сварочного тока можно применить для контактной шовной сварки, рельефной и рельефно-точечной сварки листов внахлестку.