

18.Пути снижения глубины вмятин от электродов при контактной точечной сварке на лицевых поверхностях.
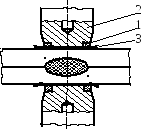
Причинами образ-я вмятин чрезмерной глубины могут быть малый диаметр контактной поверхности электрода, большой сварочный ток или время его протекания, неправильная установка электродов, большое усилие проковки, выплески расплавленного металла и т. д. Место соединения обычно покрывается пластмассой или заполняется припоем. Для уменьшения глубины вмятин от электродов с одной стороны изделия прим-ся несколько способов “бесследной” сварки, которые закл-ся в увел-и со стороны лицевой пов-ти контактной пов-ти одного из эл-дов или введении между эл-дом и деталью пластинки из медных сплавов. Плотность тока в контакте электрод-деталь со стороны лицевой поверхности уменьшается. Для получения на лицевой поверхности детали минимального отпечатка в электроде с увеличенной рабочей поверхностью иногда делают небольшую лунку.
Эф-м способом повышения износостойкости электрода с увел-й площадью контакта и, соотв-но, уменьш-я глубины вмятины на лицевых пов-х изделий явл-ся изменение условий его охлаждения. Возможно прим-е способа контактной точ-й сварки с двухстор-м обжатием околоточ-й зоны.
|
|
|
|
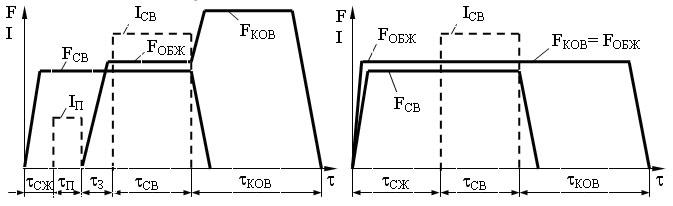
Для улучшения качества лицевых поверхностей изделий в случае, когда электродное устройство обеспеч-т независимое приложение усилия обжатия FОБЖ периф-й зоны, могут прим-ся различные циклограммы процесса сварки.
а) б)
Рис. 3.20. Циклограммы процесса точечной сварки с обжатием периферийной зоны
В начале цикла сварки детали в течение некоторого времени сж сжимаются токоподводящими сварочными электродами с целью образования начального контакта и стабилизации начальных контактных сопротивлений. После окончания времени сжатия сж через детали пропускают импульс тока подогрева IП в течение времени П. Усилие обжатия FОБЖ прикладывается сразу же после выключения тока IП. Затем через промежуток времени З включается сварочный ток Iсв, который действует в течение времени сВ. Время задержки З учитывает инерционность привода сжатия и обеспечивает включение Iсв сразу же после приложения усилия FОБЖ. Усилие сжатия FСВ снимается одновременно с выключением сварочного тока Iсв в момент образования сварной точки требуемых размеров.
19.Технология контактной точечной сварки деталей с защитными покрытиями.
Сварка оцинкованной стали. Цинковое покрытие предохраняет пов-ть стали от электрохим-й коррозии на длит-е время. Сущ-т много способов нанесения защитных покрытий на основе цинка: - горячим способом; - электролитич-м способом;- напылением;- в порошковых смесях; - холодное цинкование с использованием цинконаполненных лакокрасочных покрытий.
При сварке сталей с цинковыми покрытиями прим-т повышенные величины тока и времени его протекания, повышенные усилия сжатия. Процесс контактной точечной сварки оцинков-х сталей приводит к ухудшению антикор-х св-в покрытия в зоне св-ки.
Сварка освинцованной стали. Этот мат-л прим-ся при изгот-и емкостей для хранения горючего. Сталь имеет покрытие, содержащее от 12 до 25% олова (остальное свинец). Олово добавляется для улучшения смачиваемости стали при нанесении покрытия. PbSn покрытие им-т низкую т-у плавления и прилипает к пов-ти эл-да легче, чем цинковое покрытие. В контакте электрод-деталь покрытие разруш-ся. В зоне между св-ми листами условия для коррозии отсутствуют. При выборе парам-ров режима сварки надо ориентир-ся на жесткие режимы с прим-ем с рабочей стороны изделия электрода с увеличенной контактной поверхностью.
Сварка металла c защитным алюминиево-кремниевым покрытием.
При вып-и св-х соед-й происходит повышенный массоперенос металла покрытия на пов-ть эл-дов и образование под воздействием высоких т-р интерметаллидов на контактной пов-ти эл-дов. Вследствие этого изменяется форма рабочей пов-ти эл-ов. Увел-ся площадь контакта деталь-деталь, снижается давление на единицу поверхности. Уменьшаются размеры литого ядра, возможно появление полного непровара и нарушение герметичности.
Сварка металла, покрытого композитными защитными покрытиями. Наиболее широко распространена сталь «цинкрометалл». Покрытие ее состоит из: Эпоксида + цинк (порошок). Материал обладает хорошими антикоррозионными свойствами и применяется в автомобиле- и с/х машиностроении.
Сварку осуществляют двумя импульсами тока. Первый импульс небольшой величины расплавляет цинкромет и под действием усилия сжатия происходит его удаление из зоны контакта деталь - деталь и электрод-деталь. Второй, сварочный импульс, пропускают для образования сварной точки. В процессе сварки изменяется форма рабочей части электродов, увеличивается их контактная поверхность, что приводит к уменьшению плотности тока и снижению диаметра сварной точки. Дым, выделяющийся в результате сгорания эпоксидной составляющей слоя покрытия, необходимо отсасывать через соответствующее устройство.
В автомобилестроении, сельхозмашиностроении и строительстве применяется покрытие из алюминиевого-цинкового сплава, получаемое путем непрерывного нанесением покрытия погружением в горячую ванну с расплавом. Это покрытие из сплава алюминия и цинка объединяет лучшие их свойства - долговечность в морских и индустриальных атмосферах, а также устойчивость при высокотемпературном окислении алюминия. Типичный состав покрытия – примерно 55 % алюминия, 1,5 % кремния, остальное – цинк.
Параметры режима точечной сварки листов с AlZn покрытием аналогичны параметрам режима сварки оцинкованной стали.