

Дефекты подразделяются на:
точечные (нульмерные): вакансии, межузельные атомы;
линейные (одномерные): краевая дислокация, вызвана сдвигом; винтовая дислокация;
поверхностные (двумерные): они малы только в одном измерении и представляют собой поверхности раздела между зернами.
Кристаллизация.
Гомогенная (самопроизвольная) кристаллизация.
Кристаллизация происходит, когда система переходит к термодинамически, более устойчивому состоянию с меньшей энергией Гиббсона (свободной энергией).
Д.К.Чернов установил, что процесс кристаллизации начинается с образования кристаллических зародышей (центров кристаллизации) и продолжается в процессе роста их числа и размеров. Соприкасаясь, кристаллы теряют правильную форму. Формируются зерна.
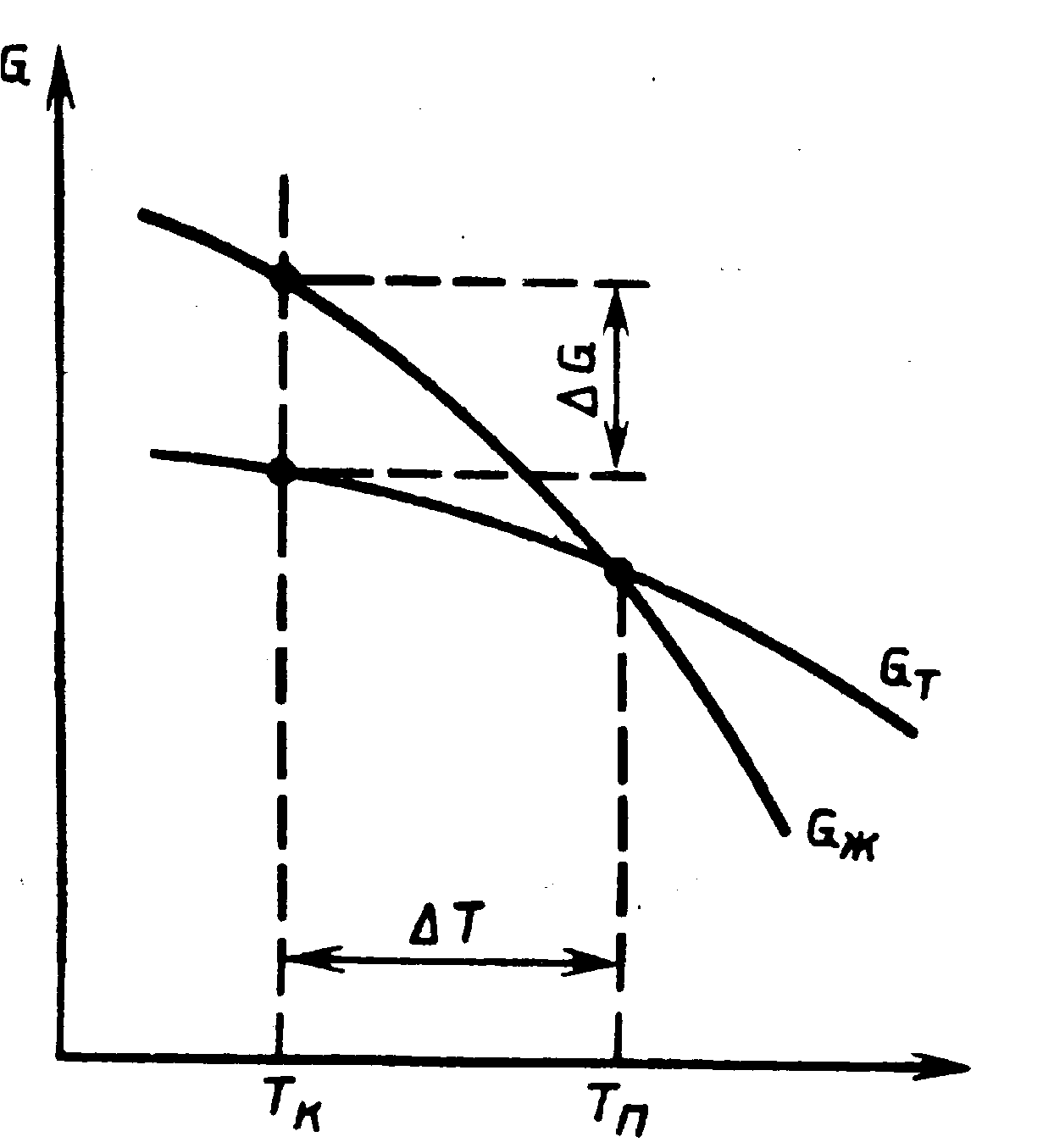
Рис.12.3. Изменение энергии Гиббсона
σЖ, σТ– энергия Гиббсона для жидкого и твердого металла;
ΔТ = ТН-ТК,
где ТК– температура переохлаждения, ТН– равновесная температура, при которой могут существовать обе фазы – жидкая и твердая.
Рост зародышей происходит в результате перехода атомов из переохлажденной жидкости к кристаллам.
Размер зерна.
Размер зерна сильно влияет на его механические свойства, которые увеличиваются для металлов с мелким зерном. Зерно тем меньше, чем больше ∆Т. Центром кристаллизации могут быть частицы посторонних примесей. Такое образование зародышей называется гетерогенным.
Модифицирование – использование специально вводимых в жидкость металлических примесей для получения мелкокристаллической структуры.
Твердые растворы.
Твердыми растворами называются фазы, в которых один из компонентов сплава сохраняет свою кристаллическую решетку, а атомы другого компонента располагаются в решетке первого компонента, изменяя ее размеры.
Эвтектика состоит из 2-х и более фаз, имеющих форму пластинок, равномерно чередующихся между собой, которые образуют колонки.
Разрушение металлов.
Под разрушением понимают процесс зарождения и развития в металле трещин, приводящий к разделению его на части.
Разрушение может быть хрупким или вязким. При этом механизм зарождения трещин одинаков.
Вязкое разрушение обусловлено малой скоростью распространения трещины. Скорость распространения хрупкой трещины весьма велика, для стали может достигать 2,5 км/с.
С точки зрения микроструктуры существуют 2 вида разрушения транскристаллитное и интеркристаллитное.. При транскристаллитном разрушение происходит по зерну. При интеркристаллитном разрушение происходит по границе зерен.
Железо и его сплавы.
Наиболее широко в промышленности распространены сплавы Fe и C. Это чугун и сталь. Для получения требуемых свойств в сталь добавляют легирующие элементы.
Конструкционные стали и сплавы.
Углеродистые конструкционные стали подразделяются на обыкновенные и качественные.
Обыкновенные.
Cт0 – C 0,023%, Ст 1 0,06-0,12%, Ст 2, Ст 3 – 0,14-0,22%, Ст 5, Ст 6.
С повышением номера повышается прочность σвр, σ02 и уменьшается пластичность (δψ).
Ст 3 σВ ≈ 380 МПа, σ02 = 210 МПа.
Используют в с/х машиностроении, мостостроении и т.д.
Маркируют цифрами 08, 10, 15, 20…..85.
Низкоуглеродистые стали имеют С < 0,25%.
Используют для соответствующих сварных конструкций и деталей, упрочняемых цементацией.
Среднеуглеродистые стали. (С = 0,3-0,5%) 30, 35, 40, 45, 50, 55.
Используют для различных деталей машиностроения.
Стали с высоким содержанием углерода. (С= 0,6-0,85%) 60, 70, 85.
Используют для деталей, работающих в условиях трения при наличии высоких статических нагрузок. Это пружины, шпиндели, замковые шайбы, прокатные валки и т.д.
Легированные конструкционные стали.
Широко применяют в строительстве, автомобильной промышленности, станкостроении, инструментальном производстве и т.д.
В качестве легирующих элементов используют: марганец, кремний, хром, титан, ванадий, бор.
Для изготовления высоконагруженных деталей легируют более дорогими добавками: никель, молибден, вольфрам, ниобий.
Если легированных добавок <2,5% - это низколегированные элементы.
Если легированных добавок 2,5 – 10% - легированные.
Если легированных добавок >10% - высоколегированные.
Низколегированные стали используют в основном в строительстве.
Высоколегированные стали, как правило специального назначения: коррозионно-стойкие, жаропрочные, немагнитные и др.
Влияние легированных элементов на свойства стали:
1. Легирующие элементы наиболее сильно влияют на повышение σ02 и ударную вязкость. Это объясняется тем, что легированные стали лучше прокаливаются после термической обработки, имеют более мелкое зерно.
Легирование сталей небольшим количеством V, Ti, Nb, Zr измельчают зерно, что повышает порог хладноломкости и чувствительности к концентраторам напряжения.
Si позволяет увеличивать вязкость.
Буква А, помещенная в конце марки стали указывает на ее высокое качество, например 30хГСА. Особовысококачественные стали имеют в конце букву Ш, например . 30хГСА-Ш.
Расшифровка стали 12х2Н4А:
0,12% С, 2% Cr, 4% Ni и отнесена к высококачественной.
30хГСА содержит 0,3% С, отсутствие цифр после букв в обозначении говорит о том, что хрома, марганца и кремния содержится в пределах 0,8 – 1,2%.
Введение Cu, Ni или Cu + фосфор повышает коррозионную стойкость сталей в атмосферных условиях (стали 10хНДП, 15хСНД).
Стали для холодной штамповки.
Для обеспечения высокой штампуемости σВ/σ02 должно быть 0,5 – 0,65. Штампуемость тем хуже, чем выше С. Si снижает способность стали к вытяжке и штампуемость. Для холодной штамповки могут быть использованы стали 0,8кП.
Штампуемость зависит и от величины зерна. При мелком зерне сталь пружинит и сильно изнашивает штампы. При крупном зерне образуется шероховатая поверхность «апельсиновая корка». Оптимальными являются стали с зерном, имеющим № 6 – 8.
Хромистые стали.
Cr – сравнительно дешевый элемент. Хромистые стали 15х, 20х по сравнению с углеродистыми имеют более высокие прочностные свойства при меньшей пластичности сердцевины после закалки.
Хромованадиевые стали.
Легирование хромистой стали ванадием (0,1 – 0,2%) улучшает механические свойства (ст 20хФ). Для мелких деталей.
Хромоникеливые стали.
Для крупных деталей ответственного назначения, испытывающих значительные динамические нагрузки, используется хромоникеливые сплавы.
Cr + Ni повышают прочность, пластичность и вязкость сердцевины и цементированного слоя. 18х2Н430А.
Хромомарганцевые стали.
Мn – дешевый элемент применяется, как заменитель дорогого Ni. Обычно хромомарганцевые стали имеют меньшую вязкость, чем хромоникеливые.
В автомобилестроении, тракторной промышленности и станкостроении применяют стали 18хГТ и 25хГТ. Добавление Тi улучшает качество сталей.
Рессорно-пружинные стали.
Для изготовления рессор, пружин. Чтобы получить требуемые свойства эти стали должны содержать более 0,5% С и быть подвергнуты термической обработке.
Например, сталь 70С3А – 0,7%С, 3% , улучшенная.
Шарикоподшипниковые стали.
Для изготовления деталей качения и подшипниковых колец используют сталь Шх15, Шх15Г. Прокаливание осуществляется на большую глубину.
Электрошлаковый и вакуумно-дуговой переплав уменьшают количество включений и повышает износостойкость подшипников.
Коррозионностойкие и жаростойкие стали и сплавы.
Различают химическую коррозию под воздействием на металл газов и производных нефти и электрохимическую коррозию, вызываемую действием электролитов: кислот, щелочей, солей.
Механизм электрохимической коррозии следующий: в электролит помещают 2 соприкасающихся металла. Образуется гальванический элемент, при этом металл, который легче отдает электроны, служит анодом, а другой катодом.
Обеспечить коррозионную стойкость можно путем введения в состав сталей элементов, образующих на ее поверхности защитные пленки. При введении в сталь 12-14% Cr ее электрохимический потенциал становится положительным и она приобретает устойчивость против коррозии. Это, например, стали 12х13, 40х13. Стали 12х13 используются для деталей повышенной пластичности и предметов домашнего обихода. Стали 40х13 используются для хирургических инструментов. Стали 12х17 используются для оборудования в пищевой промышленности. Жаропрочные стали чаще всего изготавливают на Ni основе. Используют для изготовления рабочих лопаток турбин. Для повышения окалонестойкости сплавы легируют Ti. Широко используется сплав ХН 77 ТЮР. Примеси серы, сурьмы, свинца и олова снижают жаропрочность сплавов и затрудняют их обработку давлением. Поэтому шихтовые материалы должны быть по возможности чистыми. 12.1 Термическая обработка стали.
В машиностроении 40% стали подвергается термической обработке. Термообработка улучшает структуру стали. Виды термической обработки: отжиг, нормализация, закалка и отпуск.
Отжиг 1 рода: гомогенизация, рекристаллизация, снижение твердости, снятие остаточных напряжений. Гомогенизация (диффузионный отжиг). Для уменьшения внутрикристаллитной ликвации (неоднородность). Рекристаллизационный отжиг. Это нагрев после холодной деформации выше температуры рекристаллизации, выдержку при этой температуре с последующим охлаждением t0отж ≈ 7000С. Высокий отпуск (для уменьшения твердости). Для уменьшения твердости (после холодной деформации) осуществляет нагрев t0отп ≈ 6500С в течении 3-15 часов. Хорошо применить для подготовки к обработке резанием. Отжиг для снятия остаточных напряжений применяют для отливок, сварных конструкций, механической обработки. После механической обработки t = 160-1800С в течении 2-2,5 часов. После сварки t = 570-6000С в течение 2-3 часов.
Закалка.
Закалка – это термическая обработка. Заключается в нагреве до t выше tз(критической), в выдержке и последующем охлаждении со скоростью превышающей критическую. После закалки изделие обязательно подвергают отпуску. Цель закалки – в высокой твердости, износостойкости и прочности. Температура tзак ≈ 10000С. Среды закалки. Скорость охлаждения должна быть строго определенной, так как при слишком высокой скорости возможно образование трещин. Чаще всего для закалки используют кипящие жидкости – воду, водные растворы щелочей и солей, масла.
3 стадии охлаждения:
1) пленочное кипение, когда на поверхности стали образуется «паровая рубашка». Охлаждение невелико;
2) пузырьковое кипение, наступающее при полном разрушении паровой пленки. Быстрый отвод тепла;
3) конвективный обмен, который отвечает температурам ниже температуры кипения охлаждающей жидкости. Теплоотвод в этот период происходит с наименьшей скоростью.
Масло, как закалочная среда имеет следующие преимущества: небольшую скорость охлаждения, что уменьшает возникновение закалочных дефектов и постоянство закаливающей способности в широком диапазоне температур. Недостаток: склонность к воспламеняемости и высокая стоимость tмасла при закалке 60-900С.
Отпуск.Отпуск заключается в нагреве закаленной стали до t0 ниже Ас1 (формирования аустенита), выдержка при заданной температуре и последующем охлаждении с определенной скоростью. Отпуск является окончательной операцией термической обработки, в результате которой сталь получает требуемые механические свойства. Он устраняет внутренние напряжения, возникающие при закалке. Наиболее интенсивно напряжения снижаются в результате выдержки при 5500С в течении 15-30 мин. При выдержке в течении 1,5 ч напряжения снижаются до min значения.
3 вида отпуска:
- низкотемпературный отпуск проводят при нагреве до 2500С. Ему подвергают детали, претерпевшие поверхностную закалку цементацию и т.д. - среднетемпературный отпуск выполняют при 350-5000С и применяют главным образом для пружин, рессор, штампов. Охлаждение после отпуска при 400-4500С следует проводить в воде.
- высокотемпературный отпуск проводят при 500-6800С. Термическую обработку, состоящую из закалки и высокотемпературного отпуска, называют улучшением.