

16. Технология пластической переработки металлов
16.1 Механизм пластической деформации металлов
П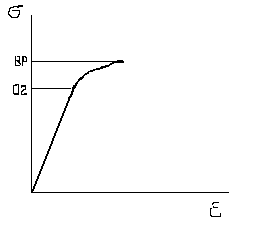 ри
воздействии внешних нагрузок на изделие
его материал проходит различные стадии
деформирования. На рис. 15.1 представлена
диаграмма деформирования металла под
воздействием внешних сил.
ри
воздействии внешних нагрузок на изделие
его материал проходит различные стадии
деформирования. На рис. 15.1 представлена
диаграмма деформирования металла под
воздействием внешних сил.
Рисунок 16.1. Деформирование металла под воздействием внешних сил
На рисунке по осям отложены напряжения
(![]() )
и относительная деформация металла
(
)
и относительная деформация металла
(![]() ).
Напряжения – это внутренние силы,
возникающие в металле под действием
внешней нагрузки, приходящиеся на
единицу площади поперечного сечения.
Относительная деформация определяется
соотношением прироста линейных размеров
изделия в результате воздействия внешней
нагрузки к начальным его размерам.
).
Напряжения – это внутренние силы,
возникающие в металле под действием
внешней нагрузки, приходящиеся на
единицу площади поперечного сечения.
Относительная деформация определяется
соотношением прироста линейных размеров
изделия в результате воздействия внешней
нагрузки к начальным его размерам.
Участок кривой
![]() 02является участком упругой деформации.
При снятии внешней нагрузки форма
изделия восстанавливается. Участок
02является участком упругой деформации.
При снятии внешней нагрузки форма
изделия восстанавливается. Участок![]() 02
-
02
-![]() вр
характеризуется пластическим
деформированием материала изделия. При
этом кристаллическая структура материала
нарушается, появляются внутренние
дефекты в виде сдвига кристаллов друг
относительно друга по кристаллографическим
плоскостям. Это приводит к снижению
прочности изделия, коррозийной стойкости,
пластичности и т.д. для восстановления
этих свойств проводят рекристаллизационный
отжиг, который обеспечивает
перекристаллизацию материала. Материал
хорошо поддается пластической переработке,
если выполняется условие:
вр
характеризуется пластическим
деформированием материала изделия. При
этом кристаллическая структура материала
нарушается, появляются внутренние
дефекты в виде сдвига кристаллов друг
относительно друга по кристаллографическим
плоскостям. Это приводит к снижению
прочности изделия, коррозийной стойкости,
пластичности и т.д. для восстановления
этих свойств проводят рекристаллизационный
отжиг, который обеспечивает
перекристаллизацию материала. Материал
хорошо поддается пластической переработке,
если выполняется условие:![]() =0,4-0,5.
=0,4-0,5.
При достижении напряжениями значения
![]() вр
происходит разрушение материала.
вр
происходит разрушение материала.
Методы пластической деформации позволяют получить заготовки, максимально приближенные по своей форме к форме готовой детали с минимальным припуском для последующей механической обработки.
Пластичность материала зависит от следующих факторов:
состав материала;
температуры, при которой происходит деформирование материала;
степени деформирования.
Процессы пластической переработки материалов можно разделить на следующие: прокатка, штамповка, ковка, волочение.
16.2 Прокатка
Прокатке подвергается до 90% выпускаемой стали. Сортамент прокатной продукции делится на 6 групп: профили простой геометрической формы (прямоугольник, квадрат, круг), профили сложной формы (швеллер, тавр, двутавр и т.д.), листовой прокат (тонколистовой, толстолистовой), трудный прокат, периодический прокат, в котором геометрическая форма и площадь поперечного сечения по длине проката меняется, специальный прокат. Прокатка осуществляется на прокатных станках.
Основными технико-экономическими показателями прокатного производства являются.
1. Расход материала на 1 т готовой продукции.
![]() ,
,
где а, в,
с–потери на угар, обрезы, брак,![]() -
вес готового проката, т.
-
вес готового проката, т.
2. Скорость прокатки.
![]() м\мин,
м\мин,
где Д- диаметр валков прокатного стана, n– число оборотов валков в мин.
3. Часовая производительность прокатного стана.
![]() ,
,
где Т – периодичность прокатки, с (время прохождения готовым элементом проката фиксированной точки на прокатном стане), В – масса одного слитка, т, Кр– коэффициент потерь.
Кроме указанных, могут быть и другие показатели, в частности, мощность главных приводов прокатного стана, расход энергии и др.