

14.2. Технико-экономический анализ технологического процесса механической обработки
1. Штучная себестоимость изготовления одной детали.
 ,
,
где а - сумма текущих затрат, приходящихся на 1 деталь, b- единовременные расходы на изготовление партии деталей в плановый период, N - количество деталей в партии.
2. Себестоимость заданной партии деталей.
 ,
, ,
,
где m – стоимость материалов и технического топлива, З – зарплата основных рабочих.
![]() ,
,
где tштi – штучное времяi– ой операции,Bi- тарифная ставка i –ой операции,n-число операций.
Р– накладные расходы текущего характера и амортизации отчисления по оборудованию, а также расходы на освещение, отопление, режущий и мерительный инструменты, расходы на административно- управленческий аппарат и вспомогательных рабочих.
![]() ,
,
где ЗH- зарплата наладчиков оборудования,Ci-стоимостьi-ой единицы спецоснастки,Ki-коэффициент, учитывающий срок службы оснастки и расходы на ее эксплуатацию.
Проведем экономическую оценку двух вариантов технического процесса механической обработки, которые отличаются величиной одновременных затрат и прежде всего стоимостью специальной оснастки. Изготовление оснастки экономически оправдано при достаточно большой программе производства. Основным преимуществом использования оснастки является повышение производительности труда.
На рис. 14.1 представлены графики изменения себестоимости обработки детали для двух вариантов технологического процесса в зависимости от объема производства.
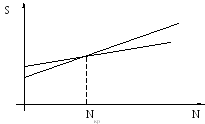
Рис.14.1. Изменения себестоимости обработки детали
![]() ,
,
![]()
Определим
критический объем производства Nкр.
Для случая N<
Nкр
экономически целесообразен первый
технологический процесс. Для случая
N>Nкр
–
второй технологический процесс. При
Nкр
S1=S2,
![]() .
.
15. Технологические процессы получения заготовок методами литья
15.1 Сущность процессов литья.
Литьем получают детали из чугуна, стали, магниевых и других сплавов. Литье – это дешевый способ получения заготовок.
Процесс литья заключается в том, что расплавленный металл заливается в заранее приготовленную форму, полость которой по своим размерам и конфигурации соответствует размерам заготовок.
Литейные формы бывают одноразовые и постоянные, которые применяются многократно. Одноразовые же после каждой отливки разрушаются. Для получения качественных отливок сплавы должны обладать следующими свойствами: хорошей жидкотекучестью, низкой усадкой, малой ликвацией (неоднородностью химического состава и структуры по толщине). В песчано-глинистые формы осуществляется 60% всех отливок. Кроме того, имеются технологии литья в кокиль, под давлением, центробежным способом, по выплавляемым моделям.
15.2. Технологические процессы получения отливок в разовые песчано-глинистые формы
Технологические процессы получения отливок в разовые песчано-глинистые формы включают ряд операций, связанных с изготовлением формовочной и стержневой смесей, изготовлением модельной оснастки, стержней, сушки, формовки и т.д.
Изготовление песчано-глинистой формы является трудоемким, грязным процессом. Он используется в единичном и опытно-экспериментальном производстве. Недостатком литья в песчано-глинистые формы является низкая точность, плохое качество, необходимость последующей механической обработки. При этом объем механической обработки достаточно большой.Следует также отметить , что структура металла при таком виде литья характеризуется большой неоднородностью,наличием внутренних дефектов и напряжений . Припуск на последующую механическую обработку большой . Это приводит к повышенному расходу металла.