

4.8.2 Общие сведения о контрольных картах и возможные области их применения
Рассмотренные в предыдущей главе методы выборочного контроля позволяют осуществлять контроль качества готовой продукции и отбраковку единиц продукции, несоответствующих установленным требованиям. Такой традиционный подход к организации производства не эффективен, поскольку не позволяет избежать производства непригодной продукции и связанных с этим необоснованных затрат различных видов ресурсов.
Более эффективен подход, основанный на предупреждении производства непригодной для потребителя продукции и позволяющий избежать необоснованных потерь. Это может быть достигнуто переходом от управления качеством каждого отдельного изделия к управлению процессом изготовления партий изделий с использованием контрольных карт.
Контрольные карты могут быть применимы либо для «количественных», либо для «альтернативных» данных.
В
случае использования количественных
данных
могут быть применены контрольные
карты двух видов. Первый
вид
рассматривает меру расположения
(центр) количественных данных (контрольные
карты расположения). Примерами такой
меры служат выборочное среднее
![]() или медиана
или медиана![]() .Второй вид
рассматривает меру разброса (рассеяния)
отдельных выборочных данных в выборке
или подгруппе, например размах
.Второй вид
рассматривает меру разброса (рассеяния)
отдельных выборочных данных в выборке
или подгруппе, например размах
![]() или выборочное стандартное отклонение
или выборочное стандартное отклонение![]() (контрольные карты разброса). Контрольные
карты обоих видов необходимы для
эффективного управления процессами
при наличии количественных данных.
(контрольные карты разброса). Контрольные
карты обоих видов необходимы для
эффективного управления процессами
при наличии количественных данных.
Контрольные карты расположения применяют в случаях, когда необходимо оценить, произошел ли сдвиг в уровне процесса, в то время как контрольные карты разброса используют, чтобы определить наличие изменения значения стандартного отклонения в выборках или подгруппах. Вследствие того, что контрольные границы КК расположения являются функцией стандартного отклонения выборки, важно удостовериться, что собственный разброс процесса статистически устойчив.
Для
большинства контрольных карт, которые
могут быть применены для количественных
данных, принято нормальное распределение.
Обычно на контрольные карты расположения
наносят арифметические средние,
вычисляемые по данным измерений в каждой
мгновенной выборке объема
![]() .
Чаще всего для удобства принимают
.
Чаще всего для удобства принимают![]() и
и![]() ,
однако экономический анализ может дать
иные цифры, более подходящие для
конкретной ситуации.
,
однако экономический анализ может дать
иные цифры, более подходящие для
конкретной ситуации.
В
случае использования контрольных карт
для альтернативных
данных
рисуют только одну контрольную карту
– или числа несоответствующих единиц
продукции (![]() или
или![]() карты),
или числа несоответствий (
карты),
или числа несоответствий (![]() или
или![]() карты).
карты).
Мгновенная выборка - это выборка, взятая из технических соображений, внутри которой вариации могут быть рассмотрены только как следствие случайных (общих) причин. Возможные вариации между такими выборками, как правило, определяются неслучайными (специальными) причинами, наличие которых возможно и важно определить. Технические соображения включают в себя однородность, возможность извлечения выборки и экономические соображения. Использование мгновенных выборок при сборе данных - это одна из важнейших особенностей контрольной карты. Вариации внутри однородных выборок используют для определения контрольных границ или проверки краткосрочной стабильности. С другой стороны, долгосрочную стабильность обычно оценивают по вариациям между выборками. Несмотря на то, что относительно короткий промежуток времени является основным принципом формирования мгновенных выборок, основывающимся на ограниченности периода потенциального проявления неслучайных причин, могут быть учтены и другие соображения, например такие, как относительная однородность условий изготовления изделий (в том числе изготовление одним оператором). Одно и то же правило формирования мгновенной выборки должно быть использовано как при сборе данных, так и при определении контрольных границ.
В производстве мгновенная выборка формируется из данных, собранных в короткий отрезок времени в однородных условиях (материал, инструмент, окружающая среда и т.п.). На больших отрезках времени могут действовать неслучайные причины, в том числе замена источника сырья, изменение множества данных для записи, переналадка установки или приспособлений, изменение служебной обстановки или смена оператора. Подобные изменения могут и не привести к сдвигу уровня процесса, но они могут вызвать повышенный разброс значений измеряемых характеристик. Основной единицей измерения случайного разброса (измеренного по ряду выборок или известного из прошлой практики) служит стандартное отклонение внутри мгновенной выборки.
Мгновенная выборка формируется в условиях воздействия всех обычных источников случайных вариаций. Например, при повторных измерениях параметра изделия инструмент, с помощью которого проводят измерения, может иметь недостаток. Результаты таких измерений будут искажены, и каждый такой результат может фактически выходить за контрольные границы. Однако, если выборка велика настолько, что ожидаемые вариации намного увеличивают ее стандартное отклонение, то многие причины, повлекшие за собой такие изменения, останутся необнаруженными.
Стандартное отклонение внутри каждой мгновенной выборки принимают за основную единицу измерения разброса для контрольной карты. В случае если разброс неизвестен заранее, то он должен быть оценен с помощью информации, собранной со значительного ряда мгновенных выборок. Рекомендуется рассматривать минимум 20 выборок. Необходимо проконтролировать то, что данные, собранные в базовый период времени, соответствуют статистически управляемому процессу. Это делают путем нанесения на контрольные карты выборочных стандартных отклонений мгновенных выборок. Данные должны соответствовать статистически управляемому состоянию процесса, то есть выборочные стандартные отклонения должны лежать внутри контрольных границ. В противном случае нужно осуществить корректирующие воздействия, необходимые для получения таких базовых данных.
Контрольные карты строят в произвольном масштабе на листе бумаги или экране дисплея компьютера. По оси абсцисс откладывают моменты взятия выборок или их текущие номера, а по оси ординат - реализации выборочной характеристики. Для наглядности точки значений выборочной характеристики, соответствующие двум последовательным выборкам, соединяют отрезками прямых линий и получают линейный график, показывающий динамику поведения процесса.
В качестве ориентира на контрольной карте проводится центральная линия (ЦЛ) - прямая, параллельная оси абсцисс и определяющая среднее процесса. Ее расстояние от оси абсцисс соответствует заданному в нормативной или технической документации номинальному значению контролируемого параметра, например, центру поля допуска, математическому ожиданию значений выборочной характеристики, значению параметра, полученному в ходе предварительного исследования процесса, находящегося в статистически управляемом состоянии, или же оценочному значению, прогнозируемому по результатам изучения предыстории процесса.
Параллельно ЦЛ на контрольной карте наносятся две линии - верхняя (ВКГ) и нижняя (НКГ) контрольные границы, называемые иногда границами регулирования. По существу, контрольные границы, указывающие момент разладки процесса, ограничивают диапазон неизбежного разброса значений выборочной характеристики, т.е. разброса, обусловленного неустранимыми в настоящее время обычными причинами, и позволяют судить, находится ли процесс в статистически управляемом состоянии или он подвергнут влиянию особых причин.
Основой
для расчета контрольных границ служит
величина, кратная ее стандартному
отклонению
![]() статистической характеристики. Эту
величину, в свою очередь, получают из
стандартных отклонений мгновенных
выборок. Кратность, т.е. множитель при
статистической характеристики. Эту
величину, в свою очередь, получают из
стандартных отклонений мгновенных
выборок. Кратность, т.е. множитель при![]() ,
среднее число отдельных наблюдений
(объемы выборок), использование
дополнительных правил (например,
частота взятия выборок) и аналогичные
вопросы рассмотрены в специальных
международных стандартах на контрольные
карты (ИСО 7966, ИСО 8258), а также в национальном
стандарте ГОСТ Р 50779.41. Если в качестве
единицы разброса используют размах
выборки, то основой для определения
контрольных границ служит величина,
кратная
,
среднее число отдельных наблюдений
(объемы выборок), использование
дополнительных правил (например,
частота взятия выборок) и аналогичные
вопросы рассмотрены в специальных
международных стандартах на контрольные
карты (ИСО 7966, ИСО 8258), а также в национальном
стандарте ГОСТ Р 50779.41. Если в качестве
единицы разброса используют размах
выборки, то основой для определения
контрольных границ служит величина,
кратная![]() ,
и стандартное отклонение
,
и стандартное отклонение![]() не используют.
не используют.
Кроме того, на контрольную карту в ряде случаев наносятся еще две дополнительные линии - верхняя (ВПГ) и нижняя (НПГ) предупреждающие границы, которые располагаются ближе друг к другу, чем ВКГ и НКГ.
Если значениям выборочной характеристики присуще одностороннее отклонение от ЦЛ, то используют контрольные карты с односторонними (верхними или нижними) границами.
Следует подчеркнуть, что между контрольными границами и установленными в технической документации допусками на контролируемые параметры продукции или процесса нет прямой связи. Положения контрольных и предупреждающих границ определяются степенью собственной изменчивости находящегося в статистически управляемом состоянии производственного процесса, а требования в технической документации формируются разработчиками обычно еще до начала производства и совсем из иных соображений.
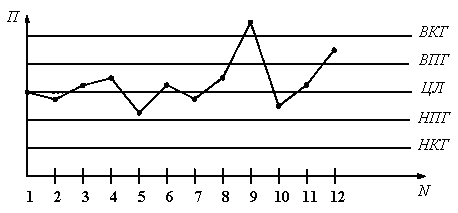
В качестве примера на рис.4.12 изображена контрольная карта с двусторонними контрольными и предупреждающими границами. При применении таких контрольных карт для управления процессом возможны следующие три ситуации:
значения выборочной характеристики расположены внутри предупреждающих границ. Это означает, что процесс находится в статистически управляемом состоянии и никаких действий по его корректировке не требуется;
значения выборочной характеристики лежат на или за пределами контрольных границ. Это означает, что процесс вышел из статистически управляемого состояния, т.е. процесс разладился и его изменчивость обусловлена неслучайными (особыми) причинами. В такой ситуации процесс должен быть остановлен, причина выхода его из статистически управляемого состояния определена и устранена. Продукция, произведенная между предыдущей выборкой и выборкой, в которой была обнаружена разладка процесса, должна быть подвергнута сплошной разбраковке;
значения выборочной характеристики находятся между предупреждающей и контрольной границами. Это служит предостережением возможного нарушения процесса. Обычно в этом случае берут еще несколько выборок, и если установленное количество последовательных значений выборочной характеристики оказывается расположенным между предупреждающей и контрольной границами, то это служит сигналом о выходе процесса из-под контроля и необходимости его корректировки.
![]() -
порядковый номер выборки;
-
порядковый номер выборки;
![]() -
значение контролируемого параметра.
-
значение контролируемого параметра.
Рис.4.12 Пример контрольной карты с двусторонними контрольными и предупреждающими границами
Таким образом, контрольные границы, установленные на основе внутренне присущей процессу собственной изменчивости, определяют тот диапазон значений выборочной характеристики, внутри которого будут располагаться почти все точки, нанесенные на контрольную карту, когда процесс протекает стабильно, т.е. когда его изменчивость обусловлена только случайными (обычными) причинами. Благодаря этому контрольные карты, отражая текущее состояние процесса, позволяют определить, действительно ли процесс находится в статистически управляемом состоянии и устойчиво обеспечивает соответствие продукции и услуг установленным требованиям.
По существу, целью применения контрольных карт является не обеспечение совершенного управляемого состояния процесса, а достижение разумного и экономичного статистически управляемого состояния процесса.
Первоначально контрольные карты, предложенные в 1924 г. известным американским статистиком Уолтером А.Шухартом - сотрудником телефонной лаборатории Белла, были предназначены для контроля и оперативного управления производственным процессом. В настоящее время они находят применение также в сфере обслуживания, административного управления и в управлении многими процессами, распределенными во времени или пространстве.
|
В сфере промышленного производства контрольные карты - один из основных инструментов в арсенале статистических методов обеспечения качества. С помощью контрольных карт изучают возможности производственных процессов, производят оценку их управляемости и воспроизводимости и осуществляют оперативное управление технологическими процессами серийного и массового производства продукции. Они находят применение при:
|
Уолтер А.Шухарт |

слежении за состоянием технологических процессов и своевременной их корректировки (регулировки);
осуществлении приемки продукции, гарантирующей, что фактически уровень несоответствий продукции не превышает установленный нормативный уровень;
обнаружении потери управляемости процесса в режиме реального времени.
Следует отметить, что заполненные контрольные карты, выполнившие свою функцию регулирования производственного процесса, являются документом, подтверждающим внутрипроизводственные меры по обеспечению качества продукции, и могут передаваться вместе с продукцией потребителю. В этом случае потребитель может сократить объем или вообще отказаться от входного контроля получаемой продукции.