

4.8.13.2 Оценка возможностей процессов
Для того чтобы быть приемлемым, т.е. пригодным для удовлетворения требований потребителя, процесс, во-первых, должен находиться в статистически управляемом состоянии, и, во-вторых, присущая процессу собственная изменчивость должна быть меньше установленного допуска на точность изготовления. Вместе с тем, нередки случаи, когда находящийся в статистически управляемом состоянии процесс оказывается неприемлемым, поскольку из-за чрезмерной собственной изменчивости или ненадлежащего центрирования процесс не в состоянии устойчиво удовлетворять предъявляемым требованиям. С другой стороны, возможны случаи, когда находящийся в статистически неуправляемом состоянии процесс оказывается приемлемым, поскольку обеспечивает изготовление продукции, которая устойчиво соответствует требованиям потребителя.
Индексы,
применяемые для оценки возможностей
стабильных
процессов,
называют индексами
возможностей процесса
![]() и
и![]() ,
а индексы, применяемые для оценки
возможностей процессов, стабильность
которых не подтверждена,
называют индексами
пригодности процесса
,
а индексы, применяемые для оценки
возможностей процессов, стабильность
которых не подтверждена,
называют индексами
пригодности процесса
![]() и
и![]() .
Причем индексы
.
Причем индексы
![]() и
и![]() учитывают только изменчивость процесса,
а индексы
учитывают только изменчивость процесса,
а индексы![]() и
и![]() учитывают и изменчивость процесса, и
его центрирование.
учитывают и изменчивость процесса, и
его центрирование.
Простейшим
и наиболее распространенным является
индекс возможностей
![]() процесса, находящегося в статистически
управляемом состоянии. При нормальном
распределении контролируемого
количественного показателя качества,
что практически всегда имеет место на
практике, этот индекс соотносит ширину
поля допуска на контролируемый показатель
с величиной собственной изменчивости
процесса, то есть с так называемым
процесса, находящегося в статистически
управляемом состоянии. При нормальном
распределении контролируемого
количественного показателя качества,
что практически всегда имеет место на
практике, этот индекс соотносит ширину
поля допуска на контролируемый показатель
с величиной собственной изменчивости
процесса, то есть с так называемым![]() интервалом.
интервалом.
В
случае поля допуска с двусторонними
границами
индекс возможностей процесса
![]() определяется выражением:
определяется выражением:
![]() ,
(4.33)
,
(4.33)
а в случае, когда установлен только один предел поля допуска:
![]() или
или
![]() ,
(4.34)
,
(4.34)
где
![]() и
и![]() - соответственно наибольшее и наименьшее
предельные значения показателя качества
(пределы поля допуска);
- соответственно наибольшее и наименьшее
предельные значения показателя качества
(пределы поля допуска);
![]() -
среднее арифметическое средних значений;
-
среднее арифметическое средних значений;
![]() -
оценка собственной изменчивости
стабильного процесса.
-
оценка собственной изменчивости
стабильного процесса.
Итак,
индекс возможностей
![]() учитывает только собственную
изменчивость процесса, но не учитывает
смещение (центрирование) среднего
значения процесса. Следует отметить,
что для типичного производственного
процесса из-за износа инструмента,
изменения настройки станка,
физико-механических свойств обрабатываемых
материалов и др. возможно отклонение
процесса от естественной центровки в
пределах
учитывает только собственную
изменчивость процесса, но не учитывает
смещение (центрирование) среднего
значения процесса. Следует отметить,
что для типичного производственного
процесса из-за износа инструмента,
изменения настройки станка,
физико-механических свойств обрабатываемых
материалов и др. возможно отклонение
процесса от естественной центровки в
пределах![]() в ту или иную сторону.
в ту или иную сторону.
Для
учета смещения среднего значения
процесса, то есть настроенности процесса
на центр поля допуска, используется
индекс возможностей
![]() ,
который соотносит разность между средним
процесса и ближайшей к нему границей
поля допуска с половиной присущей
процессу изменчивости:
,
который соотносит разность между средним
процесса и ближайшей к нему границей
поля допуска с половиной присущей
процессу изменчивости:
![]() .
(4.35)
.
(4.35)
Отметим,
что
![]() только в том случае, когда среднее
значение процесса совпадает с центром
поля допуска, в остальных случаях
только в том случае, когда среднее
значение процесса совпадает с центром
поля допуска, в остальных случаях![]() .
Чем больше значение индекса возможностей
процесса, тем меньше вероятность, что
технологический процесс производит
несоответствующую продукцию, и выше
удовлетворенность потребителя.
.
Чем больше значение индекса возможностей
процесса, тем меньше вероятность, что
технологический процесс производит
несоответствующую продукцию, и выше
удовлетворенность потребителя.
Значения индексов пригодности процесса, находящегося в статистически неуправляемом состоянии, в случае поля допуска с двусторонними границами определяются следующим соотношением:
![]() ,
(4.36)
,
(4.36)
а в случае, когда установлен только один предел поля допуска:
![]() или
или
![]() .
(4.37)
.
(4.37)
По
аналогии с
![]()
![]() ,
(4.38)
,
(4.38)
где
![]() - оценка полной изменчивости процесса.
- оценка полной изменчивости процесса.
В некоторых случаях применяют иные показатели возможностей процесса, например коэффициент воспроизводимости стабильного процесса
![]() (4.39)
(4.39)
и коэффициент пригодности процесса, стабильность которого не подтверждена
![]() .
(4.40)
.
(4.40)
В
случаях, когда одно из предельных
значений существует в виде естественного
предела значений контролируемого
признака, обычно устанавливают только
одно предельное значение (наибольшее
или наименьшее). Тогда для оценки
возможностей процесса применяют только
индексы
![]() и
и![]() .
Примерами могут служить следующие
требования: биение торца не более 5 мкм
(при физическом пределе, равном 0 мкм),
концентрация нежелательного вещества
не более 0.1 % (физический предел 0 %),
концентрация желательного компонента
не менее 99.5 % (при физическом пределе
100 %).
.
Примерами могут служить следующие
требования: биение торца не более 5 мкм
(при физическом пределе, равном 0 мкм),
концентрация нежелательного вещества
не более 0.1 % (физический предел 0 %),
концентрация желательного компонента
не менее 99.5 % (при физическом пределе
100 %).
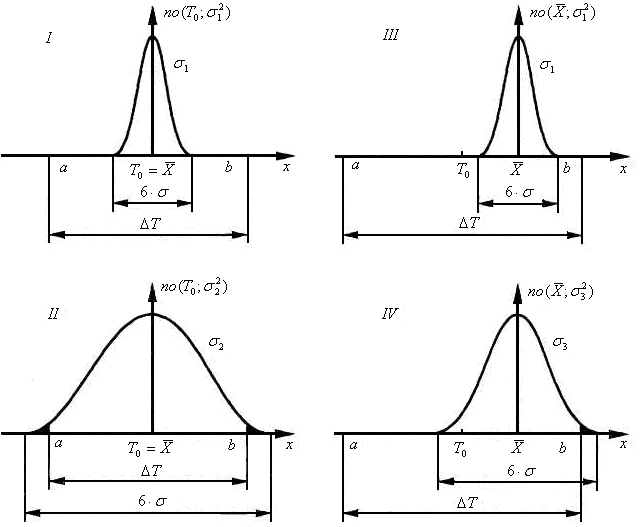
![]() - процесс центрирован
(
- процесс центрирован
(![]() );
);![]() - процесс нецентрирован (
- процесс нецентрирован (![]() );
);![]() - ширина поля допуска;
- ширина поля допуска;![]() - центр поля допуска;
- центр поля допуска;![]() - стандартные отклонения процесса,
причем
- стандартные отклонения процесса,
причем![]() ;
;![]() - среднее значение процесса.
- среднее значение процесса.
Рис.4.32 Схематичное изображение различных состояний технологического процесса
Представляет
интерес связь между значениями индексов
возможностей
![]() ,
,![]() стабильных процессов и ожидаемым
уровнем несоответствующей (дефектной)
продукции на выходе технологического
процесса.
стабильных процессов и ожидаемым
уровнем несоответствующей (дефектной)
продукции на выходе технологического
процесса.
Для установления этой связи рассмотрим рис.4.32, на котором схематично представлено изображение четырех состояний стабильного технологического процесса, выход которого имеет нормальное распределение. Этот рисунок позволяет проследить влияние центрированности и величины собственной изменчивости на ожидаемый уровень несоответствующей продукции на выходе процесса.
Зачерненные
площади под кривой плотности нормального
распределения на рис.4.32 (![]() и
и![]() )
представляют собой ту долю всей
совокупности произведенной продукции
(принятой за единицу), для которой
значения контролируемого параметра
находятся вне границ поля допуска, то
есть долю несоответствующей (дефектной)
продукции. Очевидно, что в общем случае
доля несоответствующей продукции
будет тем больше, чем больше величина
собственной изменчивости процесса и
чем больше его нецентрированность.
)
представляют собой ту долю всей
совокупности произведенной продукции
(принятой за единицу), для которой
значения контролируемого параметра
находятся вне границ поля допуска, то
есть долю несоответствующей (дефектной)
продукции. Очевидно, что в общем случае
доля несоответствующей продукции
будет тем больше, чем больше величина
собственной изменчивости процесса и
чем больше его нецентрированность.
В
табл.4.19 приведены рассчитанные значения
ожидаемого уровня несоответствующей
продукции на выходе стабильного процесса
для ряда значений индекса возможностей
процесса
![]() и
и![]() .
.
Таблица
4.19 Связь индексов воспроизводимости
![]() и
и![]() стабильных процессов с ожидаемым уровнем
несоответствий продукции
стабильных процессов с ожидаемым уровнем
несоответствий продукции
|
Значение
|
Уровень несоответствии продукции в |
Значение
|
Уровень несоответствий продукции в | ||
|
процентах несоответствующих единиц продукции, % |
числе
несоответствующих единиц на миллион
единиц продукции,
|
процентах несоответствующих единиц продукции, % |
числе
несоответствующих единиц на миллион
единиц продукции,
| ||
|
0.33 |
31.73 |
317310 |
1.00 |
0.27 |
2 700 |
|
0.37 |
26.7 |
267 000 |
1.06 |
0.15 |
1 500 |
|
0.55 |
9.9 |
99 000 |
1.10 |
0.097 |
970 |
|
0.62 |
6.3 |
63 000 |
1.14 |
0.063 |
630 |
|
0.69 |
3.8 |
38 000 |
1.18 |
0.040 |
400 |
|
0.75 |
2.4 |
24000 |
1.22 |
0.025 |
250 |
|
0.81 |
1.5 |
15 000 |
1.26 |
0.016 |
160 |
|
0.86 |
0.99 |
9900 |
1.30 |
0.0096 |
96 |
|
0.91 |
0.64 |
6 400 |
1.33
|
0.0066
|
66 |
|
0.96 |
0.40 |
4 000 | |||
|
Примечание.
| |||||
Разумеется,
чем выше значения индексов возможностей
процесса
![]() и
и![]() ,
тем лучше процесс, тем выше его возможности
удовлетворять предъявленным к нему
требованиям и, следовательно, значения
индексов
,
тем лучше процесс, тем выше его возможности
удовлетворять предъявленным к нему
требованиям и, следовательно, значения
индексов![]() и
и![]() не имеют верхнего предела. Так, в мировой
практике в настоящее время обычно
считаются приемлемыми значения
не имеют верхнего предела. Так, в мировой
практике в настоящее время обычно
считаются приемлемыми значения![]() ,
а ведущие фирмы стремятся к достижению
значений
,
а ведущие фирмы стремятся к достижению
значений![]() и
и![]() .
В идеале следует стремиться достичь
таких значений индексов возможностей
процесса, чтобы практически ни одно
изделие на выходе процесса не выходило
за границы установленного допуска. Хотя
издержки производства при этом
увеличиваются, прибыль растет, поскольку
снижаются убытки, вызванные плохим
качеством продукции, например из-за
рекламаций потребителей, потери доли
рынка и т.п.
.
В идеале следует стремиться достичь
таких значений индексов возможностей
процесса, чтобы практически ни одно
изделие на выходе процесса не выходило
за границы установленного допуска. Хотя
издержки производства при этом
увеличиваются, прибыль растет, поскольку
снижаются убытки, вызванные плохим
качеством продукции, например из-за
рекламаций потребителей, потери доли
рынка и т.п.