

4.8.6 Контрольные карты для количественных данных
Контрольные карты для количественных данных - это классические контрольные карты, применяемые для управления процессами в тех случаях, когда характеристики или результаты процесса измеряемы, и измеренные с требуемой точностью фактические значения контролируемого параметра регистрируются. Для контрольных карт предполагается нормальное (гауссово) распределение для вариаций внутри выборок, причем отклонения от этого предположения влияют на эффективность карт.
Известно, что получение количественных значений контролируемого параметра процесса требует наличия необходимого контрольно-измерительного оборудования и персонала соответствующей квалификации и поэтому существенно сложнее и дороже, чем регистрация альтернативных данных о контролируемом параметре. Вместе с тем количественные данные гораздо более информативны, чем альтернативные, и следовательно, для получения достаточной информации о процессе требуются выборки существенно меньшего объема. Это позволяет избежать производства большого количества непригодной продукции и связанных с этим необоснованных затрат различных ресурсов.
Контрольные
карты для количественных данных позволяют
контролировать как расположение центра
(уровень, среднее, центр настройки)
процесса, так и его разброс (размах,
стандартное отклонение). Поэтому
контрольные карты для количественных
данных почти всегда применяют и
анализируют парами - одна карта для
расположения, а другая для разброса.
Наиболее часто применяют контрольные
карты для арифметического среднего
![]() с предупреждающими границами, а также
пары
с предупреждающими границами, а также
пары![]() и
и![]() карты,
а также
карты,
а также![]() и
и![]() карты.
карты.
Процедуры статистического управления процессом с помощью контрольных карт, основанных на вычислении среднего арифметического в выборке и использующих предупреждающие границы и границы регулирования, устанавливает ГОСТ Р 50779.41. Предполагают, что для крупных партий и массового выпуска штучной и серийной продукции контролируемым параметром качества является случайная величина, которая должна подчиняться нормальному закону распределения.
Перед применением методов статистического управления процессом, в течение базового периода проводят статистический анализ интересующего показателя качества, чтобы установить связь между процессом и качеством продукции для выработки рекомендаций по наладке процесса.
Если статистический анализ показывает, что процесс находится в статистически неуправляемом состоянии, и возможности процесса не соответствуют установленным требованиям, определяют причины сдвигов уровня процесса и способы его настройки.
Контрольная карта рассчитывается таким образом, чтобы были выполнены два условия:
при совпадении уровня процесса с целевым уровнем
 средняя
длина серий выборок
средняя
длина серий выборок должна принимать большое значение. Это
обеспечивает низкую вероятность
возникновения ложных сигналов о
выходе процесса из статистически
управляемого состояния;
должна принимать большое значение. Это
обеспечивает низкую вероятность
возникновения ложных сигналов о
выходе процесса из статистически
управляемого состояния;при уровне процесса со значениями
 или
или средняя длина
серий выборок
средняя длина
серий выборок должна принимать малое значение. Это
позволяет быстро обнаружить
неудовлетворительное состояние
процесса.
должна принимать малое значение. Это
позволяет быстро обнаружить
неудовлетворительное состояние
процесса.
Контрольная
карта для арифметического среднего с
предупреждающими границами имеет
целевую (центральную) линию процесса,
соответствующую центру поля допуска
контролируемого параметра. Эта линия
соответствует значению
![]() ,
предупреждающие границы – значениям
,
предупреждающие границы – значениям![]() ,
а границы регулирования - значениям
,
а границы регулирования - значениям![]() ,
где
,
где![]() - объем выборки. Предполагают, что
значения индивидуальных измерений
контролируемого параметра, используемые
для вычисления
- объем выборки. Предполагают, что
значения индивидуальных измерений
контролируемого параметра, используемые
для вычисления![]() ,
статистически независимы.
,
статистически независимы.
Коэффициенты
![]() и
и![]() определяют расположение границ
регулирования и предупреждающих
границ на контрольных картах.
определяют расположение границ
регулирования и предупреждающих
границ на контрольных картах.
Если
значения
![]() (характеризует приведенное значение
математического ожидания для процесса,
вышедшего из статистически управляемого
состояния
(характеризует приведенное значение
математического ожидания для процесса,
вышедшего из статистически управляемого
состояния![]() )
и
)
и![]() так же, как
так же, как![]() и
и![]() (и ограничения для них) определены
заранее, то значения параметров
(и ограничения для них) определены
заранее, то значения параметров![]() и
и![]() (количество последовательных точек)
могут быть найдены по значениям
(количество последовательных точек)
могут быть найдены по значениям![]() из таблиц 1 – 4 национального стандарта
с интерполяцией в случае необходимости
(таблицы 4.2 – 4.5).
из таблиц 1 – 4 национального стандарта
с интерполяцией в случае необходимости
(таблицы 4.2 – 4.5).
Таблица
4.2 Значения
![]() для
для![]() (односторонний критерий)
(односторонний критерий)

Таблица
4.3 Значения
![]() для
для![]() (односторонний критерий)
(односторонний критерий)
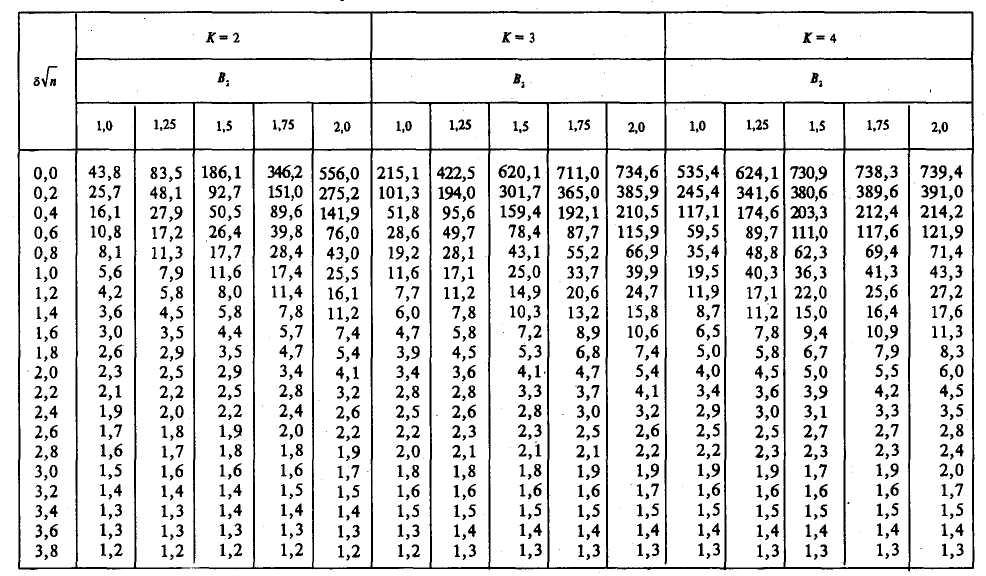
Таблица
4.4 Значения
![]() для
для![]() (односторонний критерий)
(односторонний критерий)

Таблица
4.5 Значения
![]() (двусторонний критерий)
(двусторонний критерий)

Если
есть несколько планов статистического
управления процессом, удовлетворяющих
установленным требованиям, то из них
необходимо выбрать план, обеспечивающий
максимум отношения
![]() .
Если значение отношения
.
Если значение отношения![]() высокое (больше или равно 40) для нескольких
планов, то рекомендуется выбрать вариант
снаименьшим
значением
высокое (больше или равно 40) для нескольких
планов, то рекомендуется выбрать вариант
снаименьшим
значением
![]() .
.
Для
одностороннего критерия используются
таблицы 4.2 - 4.4, в строке
![]() даны значения
даны значения![]() ,
равные
,
равные![]() .
При выборе
.
При выборе![]() и
и![]() необходимо установить несколько
вариантов
необходимо установить несколько
вариантов![]() и
и![]() .
Из них, насколько это возможно, выбирают
те, которые дают максимальное значение
отношения
.
Из них, насколько это возможно, выбирают
те, которые дают максимальное значение
отношения![]() .
.
Для
двустороннего критерия используются
таблицы 4.2 – 4.5, при этом таблица 4.5
применяется при
![]() ,
а при
,
а при![]() - таблицы 4.2 – 4.4.
- таблицы 4.2 – 4.4.
Пример 4.1 При производстве аммиака контролируют концентрацию азота. 25 % -ю концентрацию азота в аммиаке считают нормальной для процесса в статистически управляемом состоянии.
Даны
пределы концентрации азота:
![]() ;
;![]() .
Максимально нежелательный уровень
несоответствий равен
.
Максимально нежелательный уровень
несоответствий равен![]() .
Из предыдущих экспериментальных данных
известно, что
.
Из предыдущих экспериментальных данных
известно, что![]() .
.
Прежде
всего, определим недопустимые значения
среднего уровня процесса на основе доли
несоответствующих единиц продукции –
верхнее
![]() и нижнее
и нижнее![]() .
.
![]() .
.
![]() .
.
Значение
объема выборки примем равным 5, то есть
![]() .
Контрольные границы на контрольной
карте должны быть построены таким
образом, чтобы
.
Контрольные границы на контрольной
карте должны быть построены таким
образом, чтобы![]() для процесса в статистически управляемом
состоянии (
для процесса в статистически управляемом
состоянии (![]() )
составляла как
)
составляла как![]() минимум 300, а для процесса с максимально
нежелательным уровнем процесса (
минимум 300, а для процесса с максимально
нежелательным уровнем процесса (![]() )
не превышала 12. Тогда имеем:
)
не превышала 12. Тогда имеем:
![]() ,
,
![]() .
.
Комбинацию
коэффициентов
![]() ,
определяющих положение границ
регулирования и предупреждающих
границ на контрольных картах, и количество
последовательных точек
,
определяющих положение границ
регулирования и предупреждающих
границ на контрольных картах, и количество
последовательных точек![]() выбираем по таблицам 4.2 – 4.5 с интерполяцией
для значения
выбираем по таблицам 4.2 – 4.5 с интерполяцией
для значения![]() ,
так чтобы для двухстороннего критерия
,
так чтобы для двухстороннего критерия![]() и
и![]() .
Таким образом, в случае одностороннего
критерия принимаем
.
Таким образом, в случае одностороннего
критерия принимаем![]() и
и![]() .
Результаты представлены в таблице
4.6.
.
Результаты представлены в таблице
4.6.
Таблица 4.6 Результаты анализа планов контроля
|
|
|
|
|
|
|
|
|
1 |
3.00 |
3 |
1.5 |
620.1 |
10.3 |
60.20 |
|
2 |
3.00 |
4 |
1.25 |
624.1 |
11.2 |
55.72 |
|
3 |
3.25 |
3 |
1.25 |
618.6 |
8.8 |
70.30 |
|
4 |
3.25 |
4 |
1.0 |
904.8 |
10.1 |
89.58 |
Так
как
![]() ,
то выбираем план с наименьшим значением
,
то выбираем план с наименьшим значением![]() .
Таким образом,
.
Таким образом,![]() .
.
Получим следующие значения для границ регулирования
![]() ;
;
![]() ,
,
для предупреждающих границ
![]() ;
;
![]() .
.
Пусть
были получены следующие значения
![]() :
25.1, 25.2, 24.2, 25.6, 24.1, 24.3, 25.0, 25.3, 25.9, 24.7, 25.1,
25.3, 24.9, 25.4, 24.8, 24.7, 25.9, 25.6, 25.7 %. Вид контрольной
карты для арифметического среднего
представлен на рис.4.14.
:
25.1, 25.2, 24.2, 25.6, 24.1, 24.3, 25.0, 25.3, 25.9, 24.7, 25.1,
25.3, 24.9, 25.4, 24.8, 24.7, 25.9, 25.6, 25.7 %. Вид контрольной
карты для арифметического среднего
представлен на рис.4.14.

Рис.4.14 Контрольная карта для арифметического среднего с предупреждающими границами
После 19-й выборки необходимо принять решение о наладке процесса, так как последние три точки (25.9, 25.6, 25.7) находятся в зоне между предупреждающей границей и границей регулирования.
На рис.4.14 также показаны контрольные границы карт Шухарта (таблица 4.7). Как видно, контрольная карта Шухарта не позволила бы осуществить корректировку рассмотренного процесса.
Пример
4.2 Для
![]() и
и![]() ,
приведенных и полученных в примере 4.1,
а также условий, установленных для
,
приведенных и полученных в примере 4.1,
а также условий, установленных для![]() и
и![]() ,
найти план контроля, дающий наименьший
объем выборки.
,
найти план контроля, дающий наименьший
объем выборки.
Из
таблицы 4.6 находим, что минимальное
значение
![]() ,
для которого
,
для которого![]() ,
равно 1.4, отсюда
,
равно 1.4, отсюда![]() .
Таким образом,
.
Таким образом,![]() .
.
Формулы для расчета положения контрольных границ контрольных карт Шухарта, а также значения входящих в эти формулы и зависящих от объема выборки коэффициентов приведены в ГОСТ Р 50779.42 (таблицы 4.7 и 4.8).
Таблица 4.7 Формулы контрольных границ для карт Шухарта с использованием количественных данных
|
Статистика |
Стандартные значения не заданы |
Стандартные значения заданы | ||
|
Центральная линия |
Контрольные границы
|
Центральная линия |
Контрольные границы
| |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Примечание.
Заданы стандартные значения
| ||||
Значения
![]() ,
,![]() и
и![]() для каждой выборки рассчитываются по
известным формулам
для каждой выборки рассчитываются по
известным формулам
![]() ,
(4.3)
,
(4.3)
![]() ,
(4.4)
,
(4.4)
![]() .
(4.5)
.
(4.5)
Средние значения этих параметров для всех выборок определяются следующими соотношениями:
![]() ,
(4.6)
,
(4.6)
![]() ,
(4.7)
,
(4.7)
![]() ,
(4.8)
,
(4.8)
где
![]() - количество проконтролированных
выборок.
- количество проконтролированных
выборок.
Альтернативой
![]() картам
являются контрольные карты медиан
(
картам
являются контрольные карты медиан
(![]() карты),
построение которых сопряжено с меньшим
объемом вычислений по сравнению с
карты),
построение которых сопряжено с меньшим
объемом вычислений по сравнению с![]() картами.
Это позволяет облегчить их внедрение
в производство. Положение центральной
линии на
картами.
Это позволяет облегчить их внедрение
в производство. Положение центральной
линии на![]() карте
определяется средним значением медиан
(
карте
определяется средним значением медиан
(![]() )
для всех проконтролированных выборок.
Положения верхней и нижней контрольных
границ определяются соотношениями:
)
для всех проконтролированных выборок.
Положения верхней и нижней контрольных
границ определяются соотношениями:
![]() -
для верхней контрольной границы (
-
для верхней контрольной границы (![]() );(4.9)
);(4.9)
![]() -
для нижней контрольной границы (
-
для нижней контрольной границы (![]() ).(4.10)
).(4.10)
Таблица 4.8 Значения коэффициентов для вычисления линий контрольных карт

Значения
коэффициента
![]() ,
зависящие от объема выборки, приведены
в ГОСТ Р 50779.42 (таблица 4.9).
,
зависящие от объема выборки, приведены
в ГОСТ Р 50779.42 (таблица 4.9).
Таблица
4.9 Значения коэффициента
![]()
|
|
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
1.88 |
1.19 |
0.80 |
0.69 |
0.55 |
0.51 |
0.43 |
0.41 |
0.36 |
Обычно
![]() карта
применяется вместе с
карта
применяется вместе с![]() картой
при объеме выборок
картой
при объеме выборок![]() .
.
В
ряде случаев стоимость или продолжительность
измерения контролируемого параметра
столь велики, что приходится управлять
процессом на основе измерения
индивидуальных значений контролируемого
параметра. При этом мерой вариации
процесса служит скользящий размах, т.е.
абсолютное значение разности измерений
контролируемого параметра в последовательных
парах: разность первого и второго
измерений, затем второго и третьего
и т.д. На основе скользящих размахов
вычисляют средний скользящий размах
![]() ,
который используют для построения
контрольных карт индивидуальных
значений и скользящих размахов (
,
который используют для построения
контрольных карт индивидуальных
значений и скользящих размахов (![]() и
и![]() карты).
Формулы для расчета положения контрольных
границ этих карт приведены в табл.4.10.
карты).
Формулы для расчета положения контрольных
границ этих карт приведены в табл.4.10.
Таблица 4.10 Формулы контрольных границ для карт индивидуальных значений
|
Статистика |
Стандартные значения не заданы |
Стандартные значения заданы | ||
|
Центральная линия |
Контрольные границы
|
Центральная линия |
Контрольные границы
| |
|
Индивидуальное
значение
|
|
|
|
|
|
Скользящий
размах
|
|
|
|
|
|
Примечание.
1.Заданы стандартные значения
2.
3.
Значения коэффициентов
| ||||