

4.8.10 Метод управления и интерпретация контрольных карт
Основная цель построения контрольных карт, как это отмечалось выше, заключается в обеспечении возможности своевременного обнаружения появления неслучайных причин изменчивости, под действием которых процесс переходит в статистически неуправляемое состояние. Оценку степени изменчивости процесса производят путем анализа и интерпретации контрольных карт на основании восьми критериев.
Теоретическое обоснование этих критериев возможно только для случаев нормального распределения выборочных характеристик, наносимых на контрольную карту, и при совпадении среднего значения процесса с ЦЛ контрольной карты. Поэтому эти критерии применимы только для карт средних и индивидуальных значений.
Ниже
при рассмотрении рекомендуемых для
использования при интерпретации
контрольных карт восьми критериев будем
учитывать, что ВКГ и НКГ расположены
на расстоянии
![]() от ЦЛ, а пространство между контрольными
границами разделено на шесть равных
зон шириной
от ЦЛ, а пространство между контрольными
границами разделено на шесть равных
зон шириной![]() .
Эти зоны в соответствии с ГОСТ Р 50779.42
обозначают
.
Эти зоны в соответствии с ГОСТ Р 50779.42
обозначают![]() и
и![]() ,
причем зоны
,
причем зоны![]() расположены симметрично ЦЛ (рис. 4.15).
расположены симметрично ЦЛ (рис. 4.15).
Критерий 1 - наличие одной или большего числа точек за пределами любой из контрольных границ. Вероятность выхода значений выборочной характеристики за трехсигмовые контрольные границы равна 0.0027 и следовательно, выход точки за пределы контрольных границ при воздействии на процесс исключительно случайных причин изменчивости возможен только в трех случаях из тысячи. Поэтому каждая точка вне контрольных границ, как правило, указывает на наличие неслучайных причин изменчивости и нарушение статистически управляемого состояния процесса. Точка выше ВКГ - признак увеличения изменчивости (размаха или стандартного отклонения) процесса, сдвига его среднего значения или ухудшения пригодности процесса непосредственно в данной точке или в этой точке, как части тренда процесса. Точка ниже НКГ - признак уменьшения изменчивости процесса и сдвига его среднего значения.
Критерий
2 - девять
точек подряд в зоне
![]() или по одну сторону от ЦЛ. Вероятность
того, что конкретное значение выборочной
характеристики находится по одну
или другую сторону от ЦЛ, равна 0.5, а
вероятность того, что девять последовательных
значений будут находиться по одну
из каких-либо сторон от ЦЛ, равно 0.0039,
т.е. только в четырех случаях из тысячи
девять точек подряд могут оказаться по
одну сторону от ЦЛ. Поэтому серия из
девяти точек, расположенных выше ЦЛ,
является признаком увеличения
изменчивости процесса и его среднего
значения или ухудшения пригодности
процесса. Серия из девяти точек ниже ЦЛ
служит признаком уменьшения изменчивости
процесса и его среднего значения.
или по одну сторону от ЦЛ. Вероятность
того, что конкретное значение выборочной
характеристики находится по одну
или другую сторону от ЦЛ, равна 0.5, а
вероятность того, что девять последовательных
значений будут находиться по одну
из каких-либо сторон от ЦЛ, равно 0.0039,
т.е. только в четырех случаях из тысячи
девять точек подряд могут оказаться по
одну сторону от ЦЛ. Поэтому серия из
девяти точек, расположенных выше ЦЛ,
является признаком увеличения
изменчивости процесса и его среднего
значения или ухудшения пригодности
процесса. Серия из девяти точек ниже ЦЛ
служит признаком уменьшения изменчивости
процесса и его среднего значения.
Критерий 3 - шесть возрастающих или убывающих точек подряд. Такое расположение точек, называемое трендом или дрейфом, может указывать на то, что в течение этого интервала времени или тренда на процесс воздействуют неслучайные причины изменчивости, приводящие в случае положительного тренда к увеличению изменчивости и среднего значения процесса, а в случае отрицательного тренда - к уменьшению изменчивости и среднего значения процесса.

Рис.4.15 Критерии для особых причин
Критерий 4 - четырнадцать попеременно возрастающих и убывающих точек. Такие периодические циклы, наблюдаемые в расположении точек внутри контрольных границ, могут быть сигналом воздействия на процесс неслучайных причин изменчивости, приводящих к периодическому изменению значений выборочных характеристик, наносимых на контрольную карту.
Критерий
5 - две из
трех последовательных точек в зоне
![]() или вне ее. Вероятность того, что две из
трех последовательных точек окажутся
за пределами двухсигмовых (предупреждающих)
границ составляет 0.003. Поэтому появление
двух из трех последовательных точек
за пределами предупреждающих границ
может рассматриваться как сигнал
нарушения статистически управляемого
состояния процесса.
или вне ее. Вероятность того, что две из
трех последовательных точек окажутся
за пределами двухсигмовых (предупреждающих)
границ составляет 0.003. Поэтому появление
двух из трех последовательных точек
за пределами предупреждающих границ
может рассматриваться как сигнал
нарушения статистически управляемого
состояния процесса.
Критерий
6 - четыре
из пяти последовательных точек в зоне
![]() или вне ее. Вероятность размещения одной
точки за пределами односигмовых границ
составляет 0.3173, а вероятность размещения
четырех из пяти последовательных точек
за этими пределами равна 0.0043, т.е.
достаточно мала. Поэтому появление
четырех из пяти последовательных точек
за пределами односигмовых границ,
как правило, служит сигналом воздействия
на процесс неслучайных причин
изменчивости.
или вне ее. Вероятность размещения одной
точки за пределами односигмовых границ
составляет 0.3173, а вероятность размещения
четырех из пяти последовательных точек
за этими пределами равна 0.0043, т.е.
достаточно мала. Поэтому появление
четырех из пяти последовательных точек
за пределами односигмовых границ,
как правило, служит сигналом воздействия
на процесс неслучайных причин
изменчивости.
Критерий
7 - пятнадцать
последовательных точек в зоне
![]() выше или ниже ЦЛ. Не следует полагать,
что такая незначительная изменчивость
может быть обусловлена только улучшением
процесса. Вероятность попадания одной
точки в односигмовые границы равна
0.6827, а вероятность расположения пятнадцати
последовательных точек в этих границах
составляет 0.0033. Такая незначительная
величина вероятности позволяет
утверждать, что расположение пятнадцати
последовательных точек в односигмовых
границах может указывать на присутствие
неслучайных причин изменчивости. Кроме
того, следует иметь в виду, что концентрация
точек вблизи ЦЛ может быть обусловлена
тем, что контрольные границы или
нанесенные точки неправильно рассчитаны,
нанесены или неверно пересчитаны, а
также тем, что используемые для
построения контрольных карт выборки
не являются представительными.
выше или ниже ЦЛ. Не следует полагать,
что такая незначительная изменчивость
может быть обусловлена только улучшением
процесса. Вероятность попадания одной
точки в односигмовые границы равна
0.6827, а вероятность расположения пятнадцати
последовательных точек в этих границах
составляет 0.0033. Такая незначительная
величина вероятности позволяет
утверждать, что расположение пятнадцати
последовательных точек в односигмовых
границах может указывать на присутствие
неслучайных причин изменчивости. Кроме
того, следует иметь в виду, что концентрация
точек вблизи ЦЛ может быть обусловлена
тем, что контрольные границы или
нанесенные точки неправильно рассчитаны,
нанесены или неверно пересчитаны, а
также тем, что используемые для
построения контрольных карт выборки
не являются представительными.
Критерий
8 - восемь
последовательных точек по обеим сторонам
ЦЛ и ни одной в зоне
![]() .
Вероятность размещения одной точки за
пределами односигмовых границ составляет
0.3173, а вероятность размещения восьми
последовательных точек за пределами
этих границ равна 0.0001, т.е. пренебрежимо
мала. Появление восьми последовательных
точек за пределами односигмовых границ
может быть обусловлено как воздействием
на процесс неслучайных причин
изменчивости, так и ошибками в расчете
или нанесении контрольных границ и
выборочных характеристик либо тем, что
при построении контрольных карт
использованы не представительные
выборки.
.
Вероятность размещения одной точки за
пределами односигмовых границ составляет
0.3173, а вероятность размещения восьми
последовательных точек за пределами
этих границ равна 0.0001, т.е. пренебрежимо
мала. Появление восьми последовательных
точек за пределами односигмовых границ
может быть обусловлено как воздействием
на процесс неслучайных причин
изменчивости, так и ошибками в расчете
или нанесении контрольных границ и
выборочных характеристик либо тем, что
при построении контрольных карт
использованы не представительные
выборки.
Описанный набор из восьми критериев следует рассматривать только как пример ситуаций, указывающих на присутствие неслучайных причин изменчивости, которые должны быть проанализированы и скорректированы. Разумеется, что при проведении анализа и интерпретации контрольных карт в дополнение к рассмотренным восьми критериям необходимо обращать внимание на любую необычную структуру точек, которая может указывать на проявление неслучайных причин изменчивости. При этом следует проявлять осторожность, поскольку необычные структуры точек на контрольной карте могут быть обусловлены не только влиянием неслучайных причин изменчивости, но и погрешностями контрольно-измерительного оборудования, ошибками операторов и контролеров, допускаемыми при формировании выборок, расчете и нанесении контрольных границ и выборочных характеристик.
При проведении анализа контрольных карт для альтернативных данных следует обращать внимание на случаи, когда точки на контрольной карте оказываются расположенными вблизи или ниже нижней контрольной границы. Такое расположение точек означает, что процесс налажен, но его ход под действием неслучайной причины изменился в лучшую сторону. Эту причину необходимо выявить, проанализировать и использовать для последующего усовершенствования процесса.
Проведение анализа контрольных карт и их интерпретация существенно упрощаются при использовании персональных компьютеров и соответствующих программных продуктов.
Пример
4.3 Менеджер
по качеству импортера чая на основании
подобных процессов предъявляет
требования к процессу упаковки такие,
чтобы средний вес упаковки был 100.6 г и
предполагаемое стандартное отклонение
процесса равно 1.4 г (получено на основе
аналогичных упаковочных процессов).
Построить
![]() и
и![]() карты.
карты.
Поскольку
стандартные значения заданы (![]() ),
контрольную карту средних и карту
размахов построим с использованием
формул, приведенных в табл.4.7, и
коэффициентов
),
контрольную карту средних и карту
размахов построим с использованием
формул, приведенных в табл.4.7, и
коэффициентов![]() и
и![]() для
для![]() (табл.4.8).
(табл.4.8).
![]() карта:
карта:
центральная линия -
 г;
г; г;
г; г.
г.
![]() карта:
карта:
центральная линия -
 г;
г; г;
г; (т.
к.
(т.
к.
 ,
то
,
то отсутствует).
отсутствует).
Для контроля следует взять 25 выборок объема 5. Значения их средних и размахов приведены в табл.4.14. На рис.4.16 они нанесены вместе с контрольными границами.
Таблица 4.14 Процесс упаковки чая
|
Номер подгруппы |
Среднее
подгруппы
|
Размах
подгруппы
|
Номер подгруппы |
Среднее
подгруппы
|
Размах
подгруппы
|
|
1 |
100,6 |
3,4 |
14 |
99,4 |
5,1 |
|
2 |
101,3 |
4,0 |
15 |
99,4 |
4,5 |
|
3 |
99,6 |
2,2 |
16 |
99,6 |
4,1 |
|
4 |
100,5 |
4,5 |
17 |
99,3 |
4,7 |
|
5 |
99,9 |
4,8 |
18 |
99,9 |
5,0 |
|
6 |
99,5 |
3,8 |
19 |
100,5 |
3,9 |
|
7 |
100,4 |
4,1 |
20 |
99,5 |
4,7 |
|
8 |
100,5 |
1,7 |
21 |
100,1 |
4,6 |
|
9 |
101,1 |
2,2 |
22 |
100,4 |
4,4 |
Продолжение табл.4.14
|
10 |
100,3 |
4,6 |
23 |
101,1 |
4,9 |
|
11 |
100,1 |
5,0 |
24 |
99,9 |
4,7 |
|
12 |
99,6 |
6,1 |
25 |
99,7 |
3,4 |
|
13 |
99,2 |
3,5 |
|
|
|
Карты,
изображенные на рис.4.16, показывают, что
процесс не находится в статистически
управляемом состоянии на требуемом
уровне, так как есть последовательность
из 13 точек, лежащих ниже центральной
линии на
![]() карте,
и последовательность из 16 точек выше
центральной линии на
карте,
и последовательность из 16 точек выше
центральной линии на![]() карте.
Причина столь длинной последовательности
низких значений среднего должна быть
исследована и устранена.
карте.
Причина столь длинной последовательности
низких значений среднего должна быть
исследована и устранена.

Рис.4.16 Карты средних и размахов по данным таблицы 4.14
Пример
4.4 В
табл.4.15 приведены результаты измерений
внешнего радиуса втулки. Каждые полчаса
делалось четыре измерения, всего взято
20 выборок. Средние и размахи подгрупп
также приведены в табл.4.15. Построить
![]() и
и![]() карты.
карты.
Установлены предельно допустимые значения внешнего радиуса: 0.219 и 0.125 дм. Цель - определение показателей процесса и управление им по настройке и разбросу так, чтобы он соответствовал установленным требованиям. При этом, Стандартные значения не заданы
Определим сначала
![]() ,
,
где
![]() - число подгрупп,
- число подгрупп,![]() .
.
Первый
шаг – построение
![]() карты
и определение по ней состояния процесса.
карты
и определение по ней состояния процесса.
![]() карта
карта
центральная линия -
 ;
; ;
; (т.
к.
(т.
к.
 ,
то
,
то отсутствует).
отсутствует).
Значения
множителей
![]() и
и
![]() взяты из ГОСТ
Р 50779.4 для
взяты из ГОСТ
Р 50779.4 для
![]() (таблица 4.8). Поскольку значения
(таблица 4.8). Поскольку значения![]() в табл.4.15 находятся внутри контрольных
границ,
в табл.4.15 находятся внутри контрольных
границ,![]() карта
указывает на статистически управляемое
состояние. Значение
карта
указывает на статистически управляемое
состояние. Значение![]() теперь может быть использовано для
вычисления контрольных границ
теперь может быть использовано для
вычисления контрольных границ![]() карты.
карты.
Таблица 4.15 Производственные данные для внешнего радиуса втулки
|
Номер подгруппы
|
Радиус |
Среднее
|
Размах
| |||
|
|
|
|
| |||
|
1 |
0,1898 |
0,1729 |
0,2067 |
0,1898 |
0,1898 |
0,0338 |
|
2 |
0,2012 |
0,1913 |
0,1878 |
0,1921 |
0,1931 |
0,0134 |
|
3 |
0,2217 |
0,2192 |
0,2078 |
0,1980 |
0,2117 |
0,0237 |
|
4 |
0,1832 |
0,1812 |
0,1963 |
0,1800 |
0,1852 |
0,0163 |
|
5 |
0,1692 |
0,2263 |
0,2066 |
0,2091 |
0,2033 |
0,0571 |
|
б |
0,1621 |
0,1832 |
0,1914 |
0,1783 |
0,1788 |
0,0293 |
|
7 |
0,2001 |
0,1937 |
0,2169 |
0,2082 |
0,2045 |
0,0242 |
|
8 |
0,2401 |
0,1825 |
0,1910 |
0,2264 |
0,2100 |
0,0576 |
|
9 |
0,1996 |
0,1980 |
0,2076 |
0,2023 |
0,2019 |
0,0096 |
|
10 |
0,1783 |
0,1715 |
0,1829 |
0,1961 |
0,1822 |
0,0246 |
|
11 |
0,2166 |
0,1748 |
0,1960 |
0,1923 |
0,1949 |
0,0418 |
|
12 |
0,1924 |
0,1984 |
0,2377 |
0,2003 |
0,2072 |
0,0453 |
|
13 |
0,1768 |
0,1986 |
0,2241 |
0,2022 |
0,2004 |
0,0473 |
|
14 |
0,1923 |
0,1876 |
0,1903 |
0,1986 |
0,1922 |
0,0110 |
|
15 |
0,1924 |
0,1996 |
0,2120 |
0,2160 |
0,2050 |
0,0236 |
|
16 |
0,1720 |
0,1940 |
0,2116 |
0,2320 |
0,2049 |
0,0600 |
|
17 |
0,1824 |
0,1790 |
0,1876 |
0,1821 |
0,1828 |
0,0086 |
|
18 |
0,1812 |
0,1585 |
0,1699 |
0,1680 |
0,1694 |
0,0227 |
|
19 |
0,1700 |
0,1567 |
0,1694 |
0,1702 |
0,1666 |
0,0135 |
|
20 |
0,1698 |
0,1664 |
0,1700 |
0,1600 |
0,1655 |
0,0100 |
![]() карта
карта
центральная линия -
 ;
; ;
; .
.
Значение
множителя
![]() берется из
ГОСТ Р 50779.42 для
берется из
ГОСТ Р 50779.42 для
![]() .
.
![]() и
и
![]() карты
представлены на рис.4.17. Анализ
карты
представлены на рис.4.17. Анализ![]() карты
показывает, что последние три точки
вышли за границы. Это указывает на
возможность действия некоторых особых
причин вариаций. Если пределы были
вычислены на основе предыдущих данных,
то должно быть предпринято действие в
точке, соответствующей 18-й подгруппе.
карты
показывает, что последние три точки
вышли за границы. Это указывает на
возможность действия некоторых особых
причин вариаций. Если пределы были
вычислены на основе предыдущих данных,
то должно быть предпринято действие в
точке, соответствующей 18-й подгруппе.
В этой точке процесса следует произвести соответствующее корректирующее действие, чтобы устранить особые причины и предотвратить их повторение. Работа с картами продолжается после установления пересмотренных контрольных границ без исключенных точек, которые вышли за старые границы, т. е. значений для выборок № 18, 19 и 20.
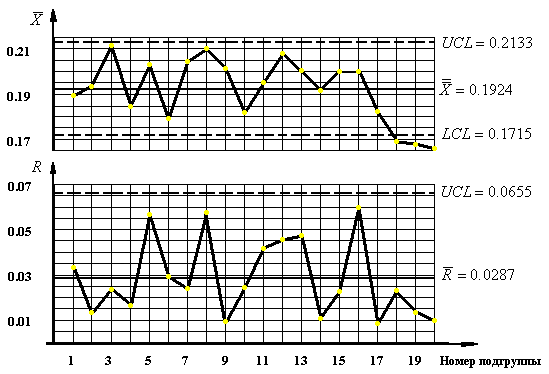
Рис.4.17 Карты средних и размахов по данным таблицы 4.15
Значения
![]() ,
,![]() и линии контрольной карты пересчитывают
следующим образом:
и линии контрольной карты пересчитывают
следующим образом:
-
пересмотренное значение
![]() ;
;
-
пересмотренное значение
![]() ;
;
-
пересмотренная
![]() карта
имеет следующие параметры:
карта
имеет следующие параметры:
центральная линия -
 ;
; ;
; ;
;
-
пересмотренная
![]() карта:
карта:
центральная линия -
 ;
; ;
; (т.
к.
(т.
к.
 ,
то
,
то отсутствует).
отсутствует).
Пересмотренные
![]() и
и![]() карты
представлены на рис.4.18.
карты
представлены на рис.4.18.
Назначение системы управления процессом состоит в получении статистического сигнала о наличии особых (неслучайных) причин вариаций. Систематическое устранение особых причин избыточной изменчивости приводит процесс в состояние статистической управляемости.
Возможности процесса определяются полной изменчивостью (разбросом процесса), обусловленной обычными причинами, то есть минимальной изменчивостью, которая остается после устранения неслучайных причин. Возможности процесса представляют показатели самого процесса в статистически управляемом состоянии. Процесс сначала приводят в такое состояние, а затем определяют его возможности.
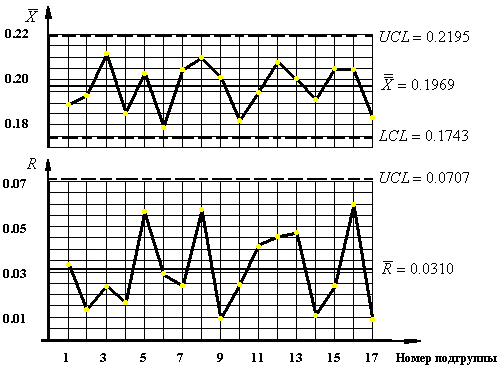
Рис.4.18
Пересмотренные
![]() и
и![]() карты
по данным таблицы 4.15
карты
по данным таблицы 4.15
Для
стабильного процесса индекс возможностей
процесса
![]() определяют следующим образом:
определяют следующим образом:
![]() ,
(4.20)
,
(4.20)
где
![]() - верхнее предельно допустимое значение
контролируемого параметра;
- верхнее предельно допустимое значение
контролируемого параметра;
![]() -
нижнее предельно допустимое значение
контролируемого параметра;
-
нижнее предельно допустимое значение
контролируемого параметра;
![]() -
оцененное внутригрупповое стандартное
отклонение процесса.
-
оцененное внутригрупповое стандартное
отклонение процесса.
![]() или
или
![]() ,
(4.21)
,
(4.21)
при
этом значения коэффициентов
![]() и
и![]() определяются по таблице 4.8.
определяются по таблице 4.8.
При
![]() меньше 1.0 возможности процесса неприемлемы,
а при
меньше 1.0 возможности процесса неприемлемы,
а при![]() равном 1.0, процесс находится на грани
требуемых возможностей. На практике в
качестве минимально приемлемого значения
берется
равном 1.0, процесс находится на грани
требуемых возможностей. На практике в
качестве минимально приемлемого значения
берется![]() ,
поскольку всегда есть некоторые вариации
в выборках, и нет процессов, которые
всегда находятся в статистически
управляемом состоянии.
,
поскольку всегда есть некоторые вариации
в выборках, и нет процессов, которые
всегда находятся в статистически
управляемом состоянии.
Следует
отметить, что
![]() измеряет только отношение разброса
процесса и допуска, а положение или
центрирование процесса не учитывается.
При высоких значениях
измеряет только отношение разброса
процесса и допуска, а положение или
центрирование процесса не учитывается.
При высоких значениях![]() все-таки возможен выход доли значений
за установленные пределы. Поэтому важно
также оценивать расстояние между средним
процесса и ближайшим предельно допустимым
значением.
все-таки возможен выход доли значений
за установленные пределы. Поэтому важно
также оценивать расстояние между средним
процесса и ближайшим предельно допустимым
значением.
Применительно к примеру 4.4, оценим стабильность процесса с пересмотренными контрольными границами. Вычислим индекс возможностей
![]() ,
,
где
![]() оценивается как
оценивается как![]() ;
значение постоянной
;
значение постоянной![]() берется из ГОСТ Р 50779.42 для
берется из ГОСТ Р 50779.42 для![]() (таблица 4.8). Таким образом,
(таблица 4.8). Таким образом,
![]() .
.
Поскольку
![]() больше 1, возможности процесса можно
считать приемлемыми. Однако при тщательном
изучении можно увидеть, что процесс не
настроен правильно относительно допуска
и поэтому около 15 % единиц будут выходить
за установленное верхнее предельно
допустимое значение
больше 1, возможности процесса можно
считать приемлемыми. Однако при тщательном
изучении можно увидеть, что процесс не
настроен правильно относительно допуска
и поэтому около 15 % единиц будут выходить
за установленное верхнее предельно
допустимое значение![]() (таблица 4.19). Поэтому, прежде чем установить
постоянные параметры контрольных карт,
надо попытаться правильно настроить
процесс, поддерживая его при этом в
статистически управляемом состоянии.
(таблица 4.19). Поэтому, прежде чем установить
постоянные параметры контрольных карт,
надо попытаться правильно настроить
процесс, поддерживая его при этом в
статистически управляемом состоянии.
Пример
4.5 В
табл.4.16 представлены результаты
лабораторного анализа влажности сухого
молока, проведенного по выборкам из 10
последовательных партий. Выборку сухого
молока, представляющую партию,
анализируют в лаборатории по таким
характеристикам, как жирность, влажность,
кислотность, индекс растворимости,
оборудование, осадки, бактерии и
сывороточный протеин. Было намечено
поддерживать для этого процесса процент
влажности ниже 4 %. Вариации влажности
внутри одной партии оказались пренебрежимо
малыми, так что было решено брать только
одно наблюдение из партии и установить
контрольные границы на основе скользящего
размаха последовательности партий.
Построить контрольные карты для
индивидуальных значений
![]() и скользящих размахов
и скользящих размахов![]() .
Стандартные значения не заданы.
.
Стандартные значения не заданы.
Таблица 4.16 Процент влажности для 10 последовательных выборок молочного порошка
|
Наименование показателя
|
Значение для подгруппы | |||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 | |
|
Влажность
|
2,9 |
3,2 |
3,6 |
4,3 |
3,8 |
3,5 |
3,0 |
3,1 |
3,6 |
3,5 |
|
Скользящий
размах
|
|
0,3 |
0,4 |
0,7 |
0,5 |
0,3 |
0,5 |
0,1 |
0,5 |
0,1 |
![]() %,
%,
![]() %.
%.
Линии
контрольной карты для скользящих
размахов
![]()
центральная линия -
 ;
; ;
; (т.
к.
(т.
к.
 ,
, отсутствует).
отсутствует).
Значения
множителей
![]() и
и![]() берутся из ГОСТ Р 50779.42 для
берутся из ГОСТ Р 50779.42 для![]() .
.
Линии
контрольной карты индивидуальных
значений
![]()
центральная линия -
 ;
; ;
; .
.
Формулы
для контрольных границ и значение
коэффициента
![]() даны в ГОСТ Р 50779.42.
даны в ГОСТ Р 50779.42.
Контрольные карты приведены на рис.4.19. Поскольку карта размахов демонстрирует статистически управляемое состояние, была построена контрольная карта индивидуальных значений.
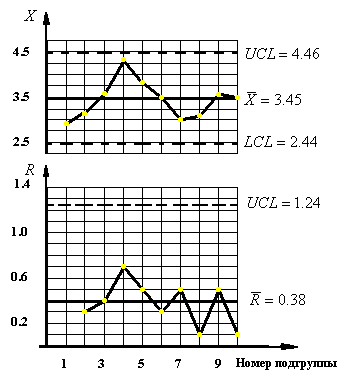
Рис.4.19
Контрольная карта индивидуальных
значений
![]() и скользящих размахов
и скользящих размахов![]() по данным таблицы 4.16
по данным таблицы 4.16
Пример 4.6 Станок производит электронные диски с заданной толщиной от 0.007 до 0.016 см. Выборки объема 5 единиц берут каждые полчаса, и толщину дисков записывают, как показано в табл.4.17. Построить карту медиан. Стандартные значения не заданы.
Было решено использовать для управления качеством продукции карту медиан. Значения медиан и размахов также даны в табл.4.17.
Вычисляем среднее медиан подгрупп и размахов следующим образом:
![]() ,
,
![]() .
.
Таблица 4.17 Данные контроля толщины слюдяных дисков (значения мкм)
|
Номер подгруппы |
Толщина |
Медиана
|
Размах
| ||||
|
|
|
|
|
| |||
|
1 |
14 |
6 |
12 |
12 |
8 |
12 |
8 |
|
2 |
11 |
10 |
13 |
8 |
10 |
10 |
5 |
|
3 |
11 |
12 |
16 |
14 |
9 |
12 |
7 |
|
4 |
16 |
12 |
17 |
15 |
13 |
15 |
5 |
|
5 |
15 |
12 |
14 |
10 |
7 |
12 |
8 |
|
6 |
13 |
8 |
15 |
15 |
8 |
13 |
7 |
|
7 |
14 |
12 |
13 |
10 |
16 |
13 |
6 |
|
8 |
И |
10 |
8 |
16 |
10 |
10 |
8 |
|
9 |
14 |
10 |
12 |
9 |
7 |
10 |
7 |
|
10 |
12 |
10 |
12 |
14 |
10 |
12 |
4 |
|
11 |
10 |
12 |
8 |
10 |
12 |
10 |
4 |
|
12 |
10 |
10 |
8 |
8 |
10 |
10 |
2 |
|
13 |
8 |
12 |
10 |
8 |
10 |
10 |
4 |
|
14 |
13 |
8 |
11 |
14 |
12 |
12 |
6 |
|
15 |
7 |
8 |
14 |
13 |
11 |
11 |
7 |
![]() карта
карта
центральная линия -
 ;
; ;
; (т.
к.
(т.
к.
 ,
, отсутствует).
отсутствует).
Значения
постоянных
![]() и
и![]() берутся из ГОСТ Р 50779.42 при
берутся из ГОСТ Р 50779.42 при![]() .
Поскольку карта размахов показывает
статистически управляемое состояние,
вычислим линии контрольных границ карты
медиан.
.
Поскольку карта размахов показывает
статистически управляемое состояние,
вычислим линии контрольных границ карты
медиан.
Карта
медиан
![]()
центральная линия -
 ;
; ;
; .
.
Значение
![]() берется из ГОСТ Р 50779.42 при
берется из ГОСТ Р 50779.42 при![]() .
Графики представлены на рис.4.20. Как
видно из карт, процесс показывает
состояние статистической управляемости.
.
Графики представлены на рис.4.20. Как
видно из карт, процесс показывает
состояние статистической управляемости.