

4.8.11 Приемочные контрольные карты
Приемочная контрольная карта - это графический инструмент, позволяющий решать двойную задачу оценки состояния процесса:
- можно ли ожидать, что требования к измеряемому показателю продукции или услуге на выходе процесса будут удовлетворены;
- находится ли процесс в состоянии статистической управляемости по изменчивости внутри выборок или подгрупп.

Рис.4.20 Карты медиан и размахов по данным таблицы 4.17
По существу, приемочные контрольные карты совмещают процедуру слежения за ходом технологического процесса, его регулирования и, при необходимости, остановки, позволяющей избежать производства несоответствующей продукции, и процедуру выборочного приемочного контроля изготовленной продукции. Настоящие процедуры описаны в национальном стандарте ГОСТ Р 50779.43 «Статистические методы. Приемочные контрольные карты» (ИСО 7966). Однако в отличие от рассмотренных выше методов выборочного контроля, при использовании приемочных контрольных карт акцент делается на решение о приемлемости процесса, а не на решение о качестве изготовленной продукции. Объектом управления при применении приемочных контрольных карт является уровень процесса и его изменчивость, и сигналом к корректирующим действиям является не появление на выходе процесса несоответствующей продукции, а недопустимое изменение уровня или изменчивости процесса.
Построение и использование приемочных контрольных карт предполагает выполнение следующих условий:
- подчинение контролируемых характеристик продукции нормальному закону распределения;
-
нахождение присущей процессу изменчивости
в состоянии статистической стабильности,
что проверяется предварительным
анализом стабильности данного
технологического процесса с помощью
контрольной карты Шухарта для стандартных
отклонений (![]() карта)
или размахов (
карта)
или размахов (![]() карта);
карта);
- использование мгновенных выборок, то есть за время взятия выборки процесс заведомо не изменяет своего уровня (или изменение этого уровня статистически незначимо);
-
задание в документации верхнего и/или
нижнего предельного значения
технического допуска на значение
контролируемого показателя качества
(![]() ).
Целевое значение уровня процесса,
то есть оптимальное значение уровня
процесса, принимается равным центру
поля допуска
).
Целевое значение уровня процесса,
то есть оптимальное значение уровня
процесса, принимается равным центру
поля допуска![]() ;
;
-
установление приемлемой
![]() и неприемлемой
и неприемлемой![]() долей несоответствующих единиц продукции
от данного технологического процесса.
долей несоответствующих единиц продукции
от данного технологического процесса.
Приемочная контрольная карта основана на контрольной карте Шухарта, но ведется следующим образом. Процесс может сдвигаться в направлении контрольных границ, если поле допуска достаточно широко, или ограничиваться более узкими границами, если присущая процессу изменчивость достаточно велика или составляет большую часть ширины поля допуска. Таким образом, при применении приемочных контрольных карт не требуется удерживать уровень процесса вблизи целевого уровня до тех пор, пока разброс внутри выборок можно считать удовлетворительным. При этом процесс может протекать на любом уровне в пределах зоны приемлемых процессов (рис.4.21).

Рис.4.21
Поле допуска - верхняя и нижняя линии
![]() и
и![]() в соответствии с зонами приемлемого и
неприемлемого процессов и зоной
неопределенности
в соответствии с зонами приемлемого и
неприемлемого процессов и зоной
неопределенности
На этом рисунке приняты следующие обозначения и термины:
-
зона
приемлемых процессов
- зона вокруг стандартного или целевого
уровня
![]() .
Содержит уровни процессов, которые
почти всегда желательно принимать, так
как в этом случае будет производиться
продукция с долей несоответствующих
единиц не более
.
Содержит уровни процессов, которые
почти всегда желательно принимать, так
как в этом случае будет производиться
продукция с долей несоответствующих
единиц не более![]() .
Находится между верхним (
.
Находится между верхним (![]() )
и нижним (
)
и нижним (![]() )
приемлемыми уровнями процесса;
)
приемлемыми уровнями процесса;
-
зона
неприемлемых процессов
- зона уровней процесса, находящихся
на или вне значений неприемлемого уровня
процесса. Содержит уровни процессов,
которые почти всегда желательно
отклонять, так как в этом случае будет
производиться неприемлемая продукция
с долей несоответствующих единиц более
![]() .
Находится за пределами верхнего (
.
Находится за пределами верхнего (![]() )
или нижнего (
)
или нижнего (![]() )
неприемлемых уровней процесса;
)
неприемлемых уровней процесса;
- зона неопределенности - зона уровней процесса, находящаяся между зоной приемлемых и неприемлемых процессов. В этой зоне находятся уровни таких процессов, которые будут производить приемлемую продукцию, но в этом случае необходимо следить за процессом, и, по мере достижения зоны неприемлемых процессов, предпринимать корректирующие действия;
-
приемлемый
уровень процесса
(![]() )
- уровень процесса, который образует
внешнюю полосу зоны приемлемых процессов;
)
- уровень процесса, который образует
внешнюю полосу зоны приемлемых процессов;
-
неприемлемый
уровень процесса
(![]() )
- уровень процесса, который образует
внутреннюю полосу зоны неприемлемых
процессов. Процесс уже производит
неприемлемую долю
)
- уровень процесса, который образует
внутреннюю полосу зоны неприемлемых
процессов. Процесс уже производит
неприемлемую долю![]() несоответствующих единиц продукции.
несоответствующих единиц продукции.
Если
уровень процесса находится в зоне
приемлемых процессов (рис.4.21), то риск
его неприемки из-за случайности выборки
меньше
![]() риска
неприемки удовлетворительного процесса
с уровнем
риска
неприемки удовлетворительного процесса
с уровнем![]() .
Чем ближе центральная линия процесса
к центру поля допуска
.
Чем ближе центральная линия процесса
к центру поля допуска![]() ,
тем менее вероятно, что такой
удовлетворительный процесс не будет
принят. Любой процесс с центральной
линией, находящийся в зоне неприемлемых
процессов, имеет риск приемки меньше
,
тем менее вероятно, что такой
удовлетворительный процесс не будет
принят. Любой процесс с центральной
линией, находящийся в зоне неприемлемых
процессов, имеет риск приемки меньше![]() риска
приемки неудовлетворительного процесса
с уровнем
риска
приемки неудовлетворительного процесса
с уровнем![]() из-за случайности выборки.
из-за случайности выборки.
Уровни
процесса, лежащие между
![]() и
и![]() ,
производят продукцию пограничного
качества, то есть такого, при котором
нет необходимости затрачивать время
на наладку, и продукция может быть в
некоторых случаях использована без
корректировки уровня процесса. Ширина
«зоны неопределенности» определяется
функцией требований к конкретному
процессу и установленным рискам. Чем
уже эта зона, то есть чем ближе друг к
другу
,
производят продукцию пограничного
качества, то есть такого, при котором
нет необходимости затрачивать время
на наладку, и продукция может быть в
некоторых случаях использована без
корректировки уровня процесса. Ширина
«зоны неопределенности» определяется
функцией требований к конкретному
процессу и установленным рискам. Чем
уже эта зона, то есть чем ближе друг к
другу![]() и
и![]() ,
тем больше должен быть объем выборки.
Такой подход дает реальную оценку
эффективности не только процедуры
проведения приемочного контроля, но и
системы управления в целом.
,
тем больше должен быть объем выборки.
Такой подход дает реальную оценку
эффективности не только процедуры
проведения приемочного контроля, но и
системы управления в целом.
Как правило, слишком тщательное отслеживание уровня процесса требует значительных затрат и может увеличить изменчивость процесса, так как в результате ненужных вмешательств и последующих корректировок процесса, который находится в приемлемой зоне, изменчивость процесса может даже увеличиваться, а не уменьшаться. С другой стороны, некоторые сдвиги уровня процесса могут быть значительными, и требуется их быстрое обнаружение, чтобы исключить изготовление значительного количества изделий, выходящих за пределы технического допуска.
При работе с приемочной контрольной картой специалисту необходимо знать только приемочные контрольные границы, объем выборки, частоту и способ отбора выборки. Инженер по качеству может без особого труда построить контрольные границы самостоятельно, что дает возможность, с одной стороны, более детально понять процедуру приемки конкретного технологического процесса, а с другой, сформулировать вопросы по его совершенствованию.
При применении приемочных контрольных карт допускается, что некоторые неслучайные (особые) причины могут создавать сдвиги в уровне процесса, но они достаточно малы по сравнению с установленными требованиями, и нет необходимости вмешиваться в ход процесса только для цели приемки. В этом заключается ценность приемочных контрольных карт.
Для построения приемочной контрольной карты необходимы следующие четыре элемента:
-
приемлемый уровень процесса (![]() ),
связанный с односторонним
),
связанный с односторонним![]() риском;
риском;
-
неприемлемый уровень процесса (![]() ),
связанный с односторонним
),
связанный с односторонним![]() риском;
риском;
-
критерий принятия решения или приемочные
контрольные границы (![]() );
);
-
объем выборки
![]() .
.
Примечание.
В национальном стандарте ГОСТ Р 50779.43
определены односторонние![]() и
и![]() риски.
В случаях двустороннего технического
допуска рисками являются 5 %-ный риск
превысить верхнюю контрольную границу
или 5 %-ный риск попасть ниже нижней
границы. Это приводит к полному риску,
равному 5 %.
риски.
В случаях двустороннего технического
допуска рисками являются 5 %-ный риск
превысить верхнюю контрольную границу
или 5 %-ный риск попасть ниже нижней
границы. Это приводит к полному риску,
равному 5 %.
Приемочная
контрольная граница
![]() располагается между приемлемым
располагается между приемлемым![]() и неприемлемым
и неприемлемым![]() уровнями процесса (рис.4.22). Причем, если
процесс центрирован по
уровнями процесса (рис.4.22). Причем, если
процесс центрирован по![]() ,
то вероятность его отклонения равна
,
то вероятность его отклонения равна![]() ,
а если центрирован по
,
а если центрирован по![]() ,
то вероятность его приемки равна
,
то вероятность его приемки равна![]() .
.
На
основе рис.4.22 и с учетом известных
соотношений (см. раздел 3.2) получим
следующие выражения для расчета
приемлемых и неприемлемых уровней
процесса, приемочных контрольных
границ и объема выборки
![]() :
:
![]() ,
(4.22)
,
(4.22)
![]() ,
(4.23)
,
(4.23)
![]() ,
(4.24)
,
(4.24)
![]() ,
(4.25)
,
(4.25)
![]() ,
(4.26)
,
(4.26)
![]() ,
(4.27)
,
(4.27)
![]() ,
(4.28)
,
(4.28)
где
![]() - квантиль стандартного нормального
закона распределения уровня (
- квантиль стандартного нормального
закона распределения уровня (![]() )
(аналогично для
)
(аналогично для![]() );
);
![]() -
стандартное отклонение, соответствующее
присущей процессу изменчивости внутри
подгруппы, которое определяется с
помощью соотношений (4.21).
-
стандартное отклонение, соответствующее
присущей процессу изменчивости внутри
подгруппы, которое определяется с
помощью соотношений (4.21).
На
рис.4.22
![]() - это стандартное отклонение выборочных
средних подгрупп, соответствующее
присущей процессу изменчивости. При
этом выполняется соотношение
- это стандартное отклонение выборочных
средних подгрупп, соответствующее
присущей процессу изменчивости. При
этом выполняется соотношение![]() ,
где
,
где![]() - стандартное отклонение, соответствующее
присущей процессу изменчивости.
- стандартное отклонение, соответствующее
присущей процессу изменчивости.
Из
формулы (4.28) для расчета объема выборки
следует, что с уменьшением значений
рисков
![]() и
и![]() и сближением значений приемлемой и
неприемлемой долей несоответствующих
единиц продукции
и сближением значений приемлемой и
неприемлемой долей несоответствующих
единиц продукции![]() и
и![]() объем выборки растет, что усложняет
использование приемочных контрольных
карт.
объем выборки растет, что усложняет
использование приемочных контрольных
карт.
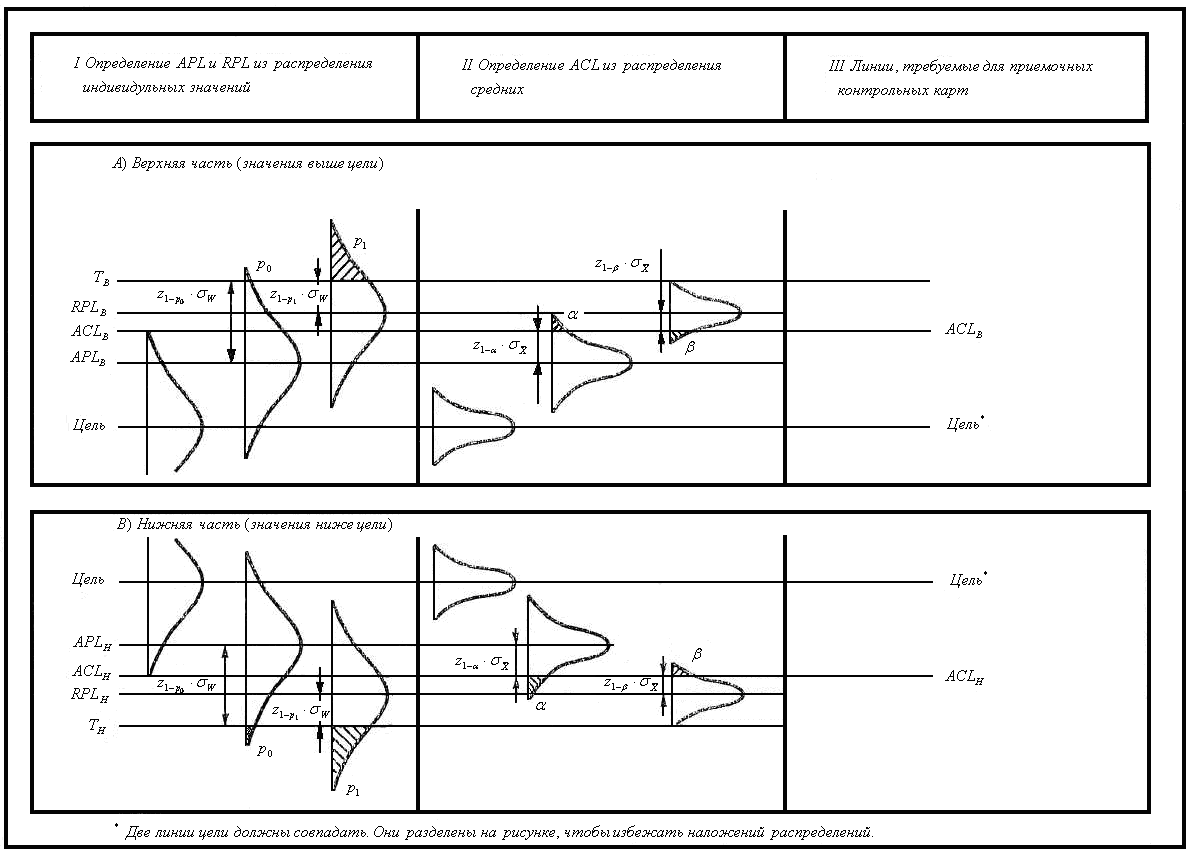
Рис.4.22 Границы и определяющие элементы приемочных контрольных карт
Вычисленные
значения верхней и нижней приемочных
контрольных границ наносят на
контрольную карту. Если выборочные
средние значения контролируемого
параметра оказываются выше верхней
приемочной контрольной границы
![]() или ниже нижней приемочной контрольной
границы
или ниже нижней приемочной контрольной
границы![]() ,
то процесс считается неприемлемым,
а если между границами - процесс
приемлемый.
,
то процесс считается неприемлемым,
а если между границами - процесс
приемлемый.
Таким образом, с помощью приемочных контрольных карт по результатам измерений периодически берущихся выборок принимают решение о приемлемом или неприемлемом состояниях технологического процесса с учетом установленных в документации границ поля допуска. В случае приемлемого состояния процесса осуществляют приемку продукции, изготовленной за период от предыдущей выборки до настоящей. Если по результатам данной выборки процесс признают неприемлемым, то всю продукцию, изготовленную за период от предыдущей выборки до настоящей, подвергают сплошному контролю. Следовательно, использование приемочных контрольных карт дает возможность отказаться от выборочного приемочного контроля.
Кроме того, в отличие от контрольных карт Шухарта, контрольные границы приемочных контрольных карт определяются не параметрами процесса в его статистически стабильном состоянии, а установленными в технической документации границами поля допуска. Важно подчеркнуть, что достоинством приемочных контрольных карт является отсутствие излишнего управления, то есть ненужных корректировок процесса, когда он находится в удовлетворительном с точки зрения обеспечения установленного допуска на контролируемый параметр продукции состоянии. Следует также иметь в виду, что ведение приемочных контрольных карт связано с необходимостью проведения трудоемких расчетов, в том числе и определения значений квантилей стандартного нормального распределения. Поэтому широкое применение таких контрольных карт едва ли возможно без компьютеризации процесса их построения и ведения.
Пример
4.7 Контролируется
процесс
наполнения раствором бутылок вместимостью
(10.0 ± 0.5) см3,
при этом измерениям подлежит объем
раствора при номинальном значении 10
см3.
Известно, что присущая процессу
изменчивость в силу случайных причин
имеет нормальное распределение.
Кроме того, из прошлого опыта установлено,
что
![]() см3.
см3.
Процесс принимается, если наполнение менее 0.1 % количества бутылок выходит за пределы (10.0 ± 0.5) см3. Процесс отклоняется, если более 2.5 % количества бутылок выходит за эти пределы.
Определить
параметры приемочных контрольных карт
и объем
![]() выборки, если известно, что
выборки, если известно, что![]() %, а
%, а![]() %.
%.
Для
вычисления
![]() и
и![]() используем следующие данные:
используем следующие данные:
![]() см3;
см3;
![]() см3;
см3;
![]() ;
;![]() ;
;![]() см3.
см3.
Значения
квантилей -
![]() ,
,![]() .
Тогда получаем
.
Тогда получаем
![]() см3;
см3;
![]() см3;
см3;
![]() см3;
см3;
![]() см3.
см3.
Для
установленных рисков
![]() .
Тогда получим
.
Тогда получим

Объем
выборки
![]() .
Объем выборки округляем до ближайшего
целого в большую сторону, получаем
.
Объем выборки округляем до ближайшего
целого в большую сторону, получаем![]() .
Это позволяет гарантировать установленные
значения
.
Это позволяет гарантировать установленные
значения![]() и
и![]() .
.
Пример
4.8 Контролируется
процесс покрытия, при этом измеряемой
величиной является толщина покрытия.
Принимается, что присущую изменчивость
толщины покрытия узких продольных
полос, измеренных поперек покрытия,
можно оценить. Стандартное отклонение
можно принять равным 0.005 (![]() ).
).
Наиболее
важна однородность покрытия от полосы
к полосе, чем действительный уровень
процесса, поэтому решено, что полосы,
имеющие средние значения, не выходящие
за пределы ± 0.008 мм от общего среднего
всех полос, принимают с риском
![]() % и менее. Объем выборки установлен
равным 4(
% и менее. Объем выборки установлен
равным 4(![]() ).
).![]() риск
также принимается равным 5 %. Тогда
риск
также принимается равным 5 %. Тогда
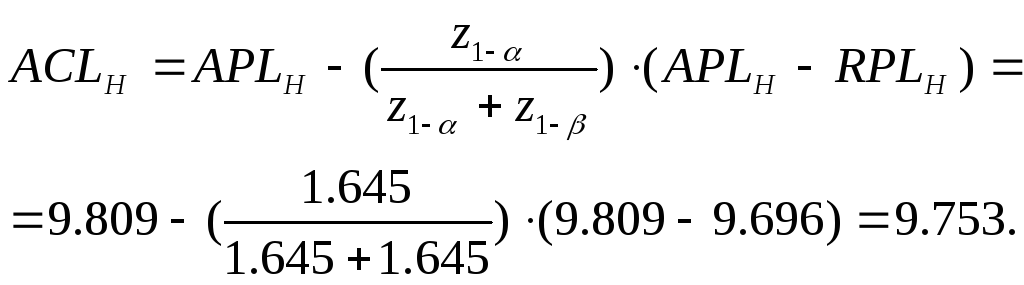
![]() .
.
Вычисляем верхнюю приемочную контрольную границу:
![]() .
.
Вычисляем верхнюю границу неприемлемого процесса:
![]() .
.
Аналогично получаем для нижних границ:
![]() .
.
Выводы:
- полосы, имеющие среднюю толщину покрытия с отклонением от средней толщины покрытия всех полос, не выходящим за пределы ± 0.008 мм, принимаются однородными с уверенностью 95 % или выше;
- полосы, имеющие среднюю толщину покрытия с отклонением от средней толщины покрытия всех полос в пределах ± 0.016 мм или выходящим за этот предел, отклоняются с уверенностью 95 % или выше из-за недостаточной однородности;
- полосы, имеющие среднюю толщину покрытия, отклоняющуюся от средней толщины покрытия всех полос в пределах от плюс 0.008 до плюс 0.016 мм или от минус 0.016 до минус 0.008 мм находятся в зоне неопределенности. Они имеют отклонения толщины покрытия недостаточно малые, чтобы уверенно принять, и недостаточно большие, чтобы уверенно отклонить.
Следует
заметить, что если эта «зона безразличия»
от 0.008 до 0.016 мм будет сочтена слишком
широкой, то ее можно сузить, установив
больший объем выборки. Если вместо 4
![]() ,
приемочная контрольная граница будет
находиться в пределах ± 0.010, а значения
,
приемочная контрольная граница будет
находиться в пределах ± 0.010, а значения![]() - в пределах ± 0.012. Если вместо этого
потребовать улучшения процесса
однородности покрытия,
- в пределах ± 0.012. Если вместо этого
потребовать улучшения процесса
однородности покрытия,![]() можно сместить ближе к номинальному
значению. Например, если решено, что
нужно принять отклонение от номинального
значения в пределах ± 0.004 с риском
можно сместить ближе к номинальному
значению. Например, если решено, что
нужно принять отклонение от номинального
значения в пределах ± 0.004 с риском![]() %, то для объема выборки, равного 4, новые
приемочные контрольные границы будут
находиться в пределах ± 0.008, a
%, то для объема выборки, равного 4, новые
приемочные контрольные границы будут
находиться в пределах ± 0.008, a![]() - в пределах ± 0.012.
- в пределах ± 0.012.
Параметры
приемочной контрольной карты можно
определить графически, используя
номограммы. Этот подход дает преимущество
в доступе к любой информации. На рис.4.23
представлена номограммная бумага,
используемая для приблизительно
нормально распределенных процессов.
Поскольку вертикальная ось использует
вероятностную шкалу, а горизонтальная
- линейную, любая кривая зависимости
вероятностьиприемки процесса
![]() как функции среднего
как функции среднего![]() будет представлять собой прямую линию
в одностороннем случае. Также можно
работать и с двусторонними контрольными
картами, если две приемочные контрольные
границы не слишком близки (например,
больше
будет представлять собой прямую линию
в одностороннем случае. Также можно
работать и с двусторонними контрольными
картами, если две приемочные контрольные
границы не слишком близки (например,
больше![]() ).
).
Принцип односторонней процедуры показан на рис.4.24 (пример 4.7).
Для
![]() приемочная контрольная граница равна
значению
приемочная контрольная граница равна
значению![]() ,
дающему вероятность приемки
,
дающему вероятность приемки![]() или 50 %. Наклон кривой зависит от шкалы
стандартного отклонения процесса,
выбранной по горизонтальной оси, и
объема выборки. Связь между этими
параметрами представлена штриховой
линией, параллельной кривой. Штриховая
линия нужна для построения контрольной
карты. Кроме стандартного отклонения
процесса, используют четыре следующих
параметра:
или 50 %. Наклон кривой зависит от шкалы
стандартного отклонения процесса,
выбранной по горизонтальной оси, и
объема выборки. Связь между этими
параметрами представлена штриховой
линией, параллельной кривой. Штриховая
линия нужна для построения контрольной
карты. Кроме стандартного отклонения
процесса, используют четыре следующих
параметра:
-
приемлемый уровень процесса при
вероятности приемки
![]() и
и![]() ;
;
-
неприемлемый уровень процесса при
вероятности приемки
![]() и
и![]() ;
;
-
контрольная приемочная граница
![]() ;
;
-
объем выборки
![]() .
.
Если любые два из этих четырех параметров даны, остальные два параметра можно вывести.
Таким
образом, по заданным двум точкам (![]() при
при![]() и
и![]() при
при![]() )
строится прямая, параллельно которой
строится другая, проходящая через
)
строится прямая, параллельно которой
строится другая, проходящая через![]() .
В результате этого определяется объем
выборки (в данном случае
.
В результате этого определяется объем
выборки (в данном случае![]() ).
).
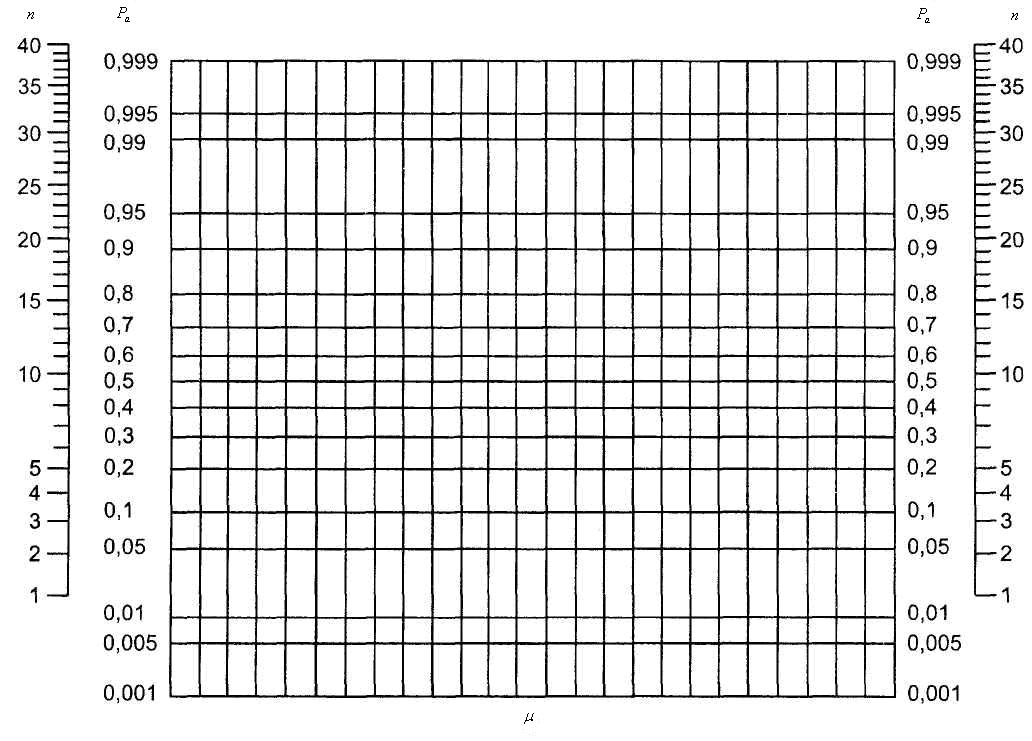
Рис.4.23 Номограммная бумага для построения приемочной контрольной карты
На
рис.4.25 представлена номограмма для
примера 4.8. В этом случае заданы
![]() при
при![]() ,
а также
,
а также![]() и
и![]() .
.