

5.6. Форма рабочего пространства
В рабочем пространстве ванны протекает основной электрохимический процесс разложения глинозема и накопления алюминия. Рабочее пространство ванны заключено между анодом, бортовыми настылями и подиной. Практикой работы установлена оптимальная форма рабочего пространства, которая показана на рис. 5.4,а.
Для такой формы характерно отсутствие подовых настылей под анодом, наличие достаточно мощной бортовой настыли в зоне металла и надежного гарнисажа в зоне электролита. При этом вся периферийная часть подины и бортовая футеровка защищены от разрушающего воздействия расплава и хорошо сохраняются весь срок службы электролизера. При оптимальной форме рабочего пространства металл и электролит оттесняются от бортовой стенки и образуют достаточно высокие уровни даже при сравнительно небольшом их объеме.
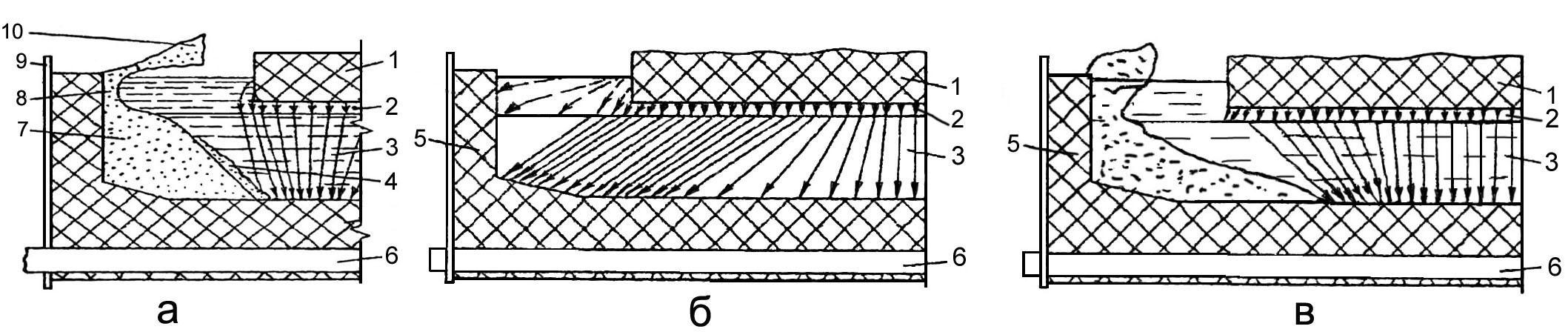
Рис. 5.4. Силовые линии распределения токовой нагрузки в электролизере с оптимальной формой рабочего пространства (а), в электролизере без бортовой настыли (б) и с уходящей под анод настылью (в):
1 – анод; 2 – электролит; 3 – металл; 4 – глиноземный осадок;
5 –бортовая футеровка; 6 – блюмс; 7 – настыль; 8 –гарнисаж; 9 – кожух катодный; 10 – корка электролита
На рис. 5.4,б приведена форма рабочего пространства в начальный период работы электролизера после пуска, когда настыль еще не сформирована и боковая футеровка ванны не защищена.
Следует, однако, избегать слишком больших настылей и гарнисажей, т.к. при длинных подовых настылях (рис. 5.4,в) возрастают перепад напряжения в подине и потери энергии, нарушается нормальное распределение тока между анодом и катодом и ванна легко выходит на «горячий ход». Считается нормальным, когда настыль имеет наклонную форму и заканчивается на линии проекции анода на подину.
На уровне границы металл-электролит желательна небольшая горизонтальная площадка, на которой при обработке задерживается глинозем и, не сползая на подину, постепенно растворяется в электролите в период между обработками. При отсутствии такой площадки глинозем может при обработке сползать под металл на подину и оставаться там в виде осадка. На электролизерах ОА такая опасность отсутствует, т.к. глинозем подается малыми дозами в центр ванны и там полностью растворяется. Однако требование к форме настыли сохраняется таким, как указано выше.
Нежелательны мощные гарнисажи в зоне электролита. При нормальной толщине гарнисажа сохраняется необходимое количество электролита в ванне, что позволяет уменьшить частоту анодных эффектов и упорядочить обработку электролизера. Такое требование удовлетворяется закладкой надлежащего слоя тепловой изоляции между бортовыми блоками и стенкой катодного кожуха или, напротив, прямым креплением бортовых блоков к кожуху с помощью различных паст. Выбор зависит от типа и мощности электролизеров.
У электролизеров с оптимальной формой рабочего пространства векторные линии распределения токовой нагрузки между анодом и катодом направлены вертикально, как на рис. 5.4,а, в отличие от двух других примеров на рис. 5.4,б,в. Это обеспечивает снижение плотности горизонтальных токов с вытекающими последствиями, как это рассматривалось в разделе 1.9.
Создание правильной и устойчивой формы настылей и гарнисажей является важнейшей задачей технолога электролизного производства. С этой целью подбирается необходимый состав электролита: как правило, это кислые электролиты с достаточно высоким содержанием добавок солей магния и кальция. Не допускается образование осадков глинозема под анодом, а если он образовался, необходимо его подтягивать к борту ванны.
Места, в которых обнаруживается ослабление бортовой настыли, тщательно пропиковываются со стороны борта оборотным электролитом, выбоями из ковшей или кусковым материалом с отключаемых ванн. Соли магния и кальция засыпают ближе к борту ванны, чтобы не допустить их попадания под анод и образования с осадком подовых настылей. Поддержание стабильных состава и температуры электролита обеспечивает оптимальную форму рабочего пространства.