

6.4. Образование карбидов
Серьезным расстройством нормального хода ванны является интенсивное образование карбидов (см. раздел 1.7) в электролите или, как принято называть это проявление на производстве, образование «грибов». В практике электролиза данный вид нарушения встречается весьма редко, но знать, как бороться с ним, необходимо.
Образование карбидов в ванне наблюдается при значительном общем или чаще всего местном перегревах электролита. В этих условиях в электролите интенсивно растворяется металлический алюминий, который химически взаимодействует с частицами угля, находящимися в расплаве, и образует карбид кремния. Реакция образования карбида протекает с выделением большого количества тепла, при высоких температурах (1050-1100ºС) и с большой скоростью, поэтому образование карбидов может распространяться на весь объём электролита.
Карбид в смеси с угольной пеной, глиноземом и электролитом образует кашеобразные массы («грибы»), замыкающие анод с подиной ванны. Напряжение на такой ванне увеличивается в 2-3 раза, корка электролита не образуется, электролит сильно перегревается и интенсивно испаряется. На ванне прекращается электролитическое выделение алюминия, и состояние её становится аварийным.
Для предупреждения образования карбидов, прежде всего, устраняют причину местного перегрева («зажатие», конус, перекос анода и др.). Затем осторожно поднимают анод и, не перемешивая всего содержимого ванны, скребком удаляют из-под анода загустевший («грибной») электролит. Далее удаляют жидкую часть накарбиженного электролита, а вместо него заливают чистый электролит из других ванн. В тех местах поверхности электролита, где не наблюдается заметного образования карбида алюминия, можно проплавлять небольшие порции свежего криолита. Однако в местах интенсивного образования карбидов плавить какие-либо виды сырья недопустимо, поскольку порошковые материалы, не расплавляясь, будут оседать на подину ванны, смешиваясь с карбидами и ещё более усугубляя состояние электролизера.
Если эти меры окажутся недостаточными, нужно опустить анод до замыкания с металлом (не допуская выдавливания расплава из шахты) и охладить ванну. В крайнем случае, следует зашунтировать ванну, охладить, а затем поднять анод и удалить весь «грибной» электролит. После тщательной расчистки подины и подошвы анода ванну можно пустить на электролиз.
6.5. Природа «шумов» и их устранение
Волнение металла, короткие замыкания в междуполюсном зазоре и другие аналогичные явления могут быть вызваны нарушением распределения тока, магнитной дестабилизацией и др. причинами. Признаками таких явлений могут служить колебания напряжения на электролизёре или, по производственной терминологии, «шумы». «Шум» – это хаотическая флуктуация (колебание) напряжения. Колебания рабочего напряжения высвечиваются на вольтметрах, уровень «шума» фиксируется в системах АСУТП и дополняется звуковым сообщением в корпус. Различается несколько видов шумов.
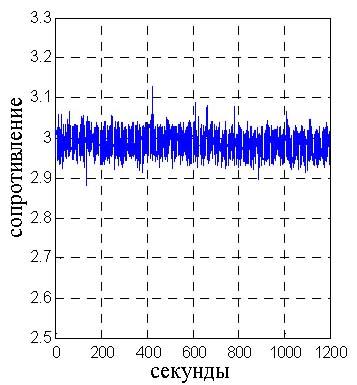
1. Шумы, являющиеся результатом пузырькового эффекта, связаны с образованием пузырьков СО2 на поверхности анода. По мере образования, роста и соединения пузырьков фактическая площадь работающего анода меняется, изменяя также анодную плотность тока и сопротивление электролизёра. Это неизбежный процесс, связанный с протеканием электролиза. Этот тип шума возникает спонтанно и не связан с перемещениями анода. На рис.6.1,а показана типичная диаграмма шумов, основанных на пузырьковом эффекте: распределение колебаний выше и ниже средней оси очень близко к равномерному.
2. Другой тип шума вызван всплесками металла в сторону подошвы анодов и кратковременными замыканиями анода на металл, полными или частичными. Всплески на регистрирующем приборе направлены преимущественно в сторону падения сопротивления и колебания напряжения вниз (см. рис. 6.1,б).
|
|
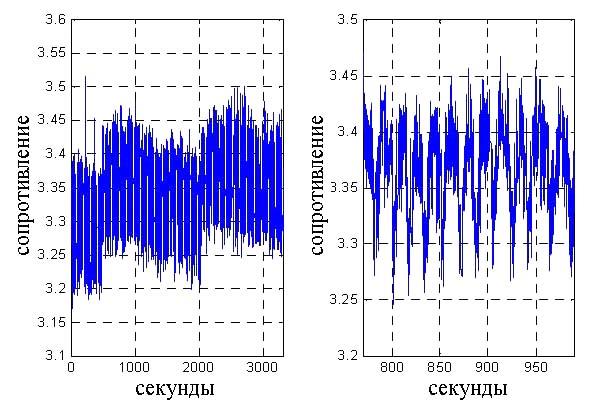
Рис.6.1. Псевдосопротивление электролизёра и «шумы», мкОм
а,б,в - шумы первого, второго и третьего типа (L.Banta, C.Dai, P.Biedler, West Virginia University) |
|
а |
|
|
б | |
|
| |
|
в | |
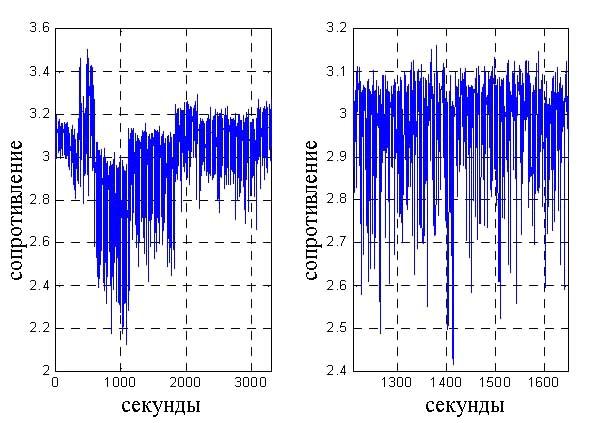
Такое явление нередко наблюдается на электролизёрах ОА при нарушении установки одного или нескольких анодов, при слишком концентрированном выбросе анодных газов в локальных точках ВТ, а также по другим причинам, природа которых должна быть выяснена путём обследования состояния электролизёра. Шумы такого рода весьма вредны с точки зрения выхода по току, т.к. вызывают усиленное окисление металла при взаимодействии с анодными газами. Основной способ устранения шумов, связанных с замыканием МПР, это подъём анодов до прекращения замыкания. Если после подъёма анодного массива диаграмма колебаний принимает форму подобно 6.1,а, то шумы второго типа считаются ликвидированными.
3. Третий тип шумов – это результат волнения металла и появления сигналов, которые отражены на диаграмме рис 6.1,в. Этот тип колебаний выглядит подобно первому типу шумов, равномерно распределяясь выше и ниже средней оси. Однако если растянуть изображение по времени, как показано на правой диаграмме
рис. 6.1,в, то обнаружится, что кривая колебаний отражает форму синусоидальных волнений металла. Это результат наложения волн различной природы как это подробно освещалось в разделе 1.9. Частота колебаний может меняться даже в пределах одного электролизёра, если меняются соответствующие условия, в том числе возникновение и затухание волн различной природы. Период колебаний может составлять 15-30 сек и более. Этот тип шумов также вреден как и предыдущие, т.к. способствует перемешиванию металла с электролитом и флуктуации напряжения на ванне.
Таким образом, анализ диаграмм различного вида шумов в алюминиевом электролизёре показывает, что они имеют отличительные характеристики и отражают рабочее состояние электролизёра, а также уровень МГД-нестабильности. Первый тип шумов носит естественный характер и не требует выполнять перемещения анодного массива. Два других шума, вызванные движением металла и нарушением МПР, сигнализируют о снижении выхода по току. Поэтому условия, которые спровоцировали появление этих шумов, должны быть устранены как можно быстрее.
Шумы второго типа, вызванные замыканиями анода на металл, могут быть устранены довольно эффективно путём поднятия анода и увеличения МПР, хотя это и связано с дополнительным расходом электроэнергии. В тоже время не всегда очевидно, что поднятие анодного массива снижает волнение металла и устраняет соответствующие шумы третьего типа. Необходимо выяснить конкретную причину возникновения шумов этого типа и принять меры по их устранению. Всё это говорит о том, что система АСУТП серии должна иметь программу, позволяющую выполнять разделения шумов по типам. Это даёт возможность избегать ложных команд по их устранению.
Что касается уровня пузырькового шума для электролизёров с самообжигающимися анодами, то в этом случае имеется определённая специфика. На заводе Lista (Elkem, Норвегия) этот вопрос изучался в 2004 году на примере электролизёров ВТ, оснащенных системами АПГ. По данным M.Jensen, T.B.Pedersen, K.Kalgraf уровень пузырькового шума составлял от 60 до130 мВ и существенно различался для отдельных групп электролизёров. Установлена корреляция между уровнем пузырькового шума и образованием угольной пены, что отчётливо видно на графике, рис.6.2.
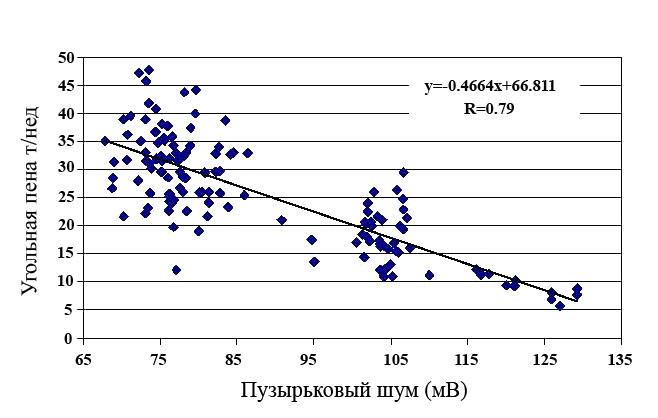
Рис. 6.2. Уровень пузырькового шума в зависимости от количества снимаемой пены на электролизёрах ВТ
(M.Jensen, T.B.Pedersen, K.Kalgraf )
На представленном графике видно, что увеличение угольной пены вызывает снижение уровня пузырькового шума. Объяснение этого феномена может состоять в том, что наличие большого количества пены указывает на неудовлетворительное качество самообжигающегося анода, в том числе на наличие трещин. Эвакуация пузырьков анодного газа происходит через эти трещины (как через пазы ОА, см. раздел 7.2.4) и снижает уровень пузырькового шума. Возможно и другое объяснение: наличие пены подавляет интенсивное движение анодного газа и электролита. Газ “захлёбывается” в пене и снижает пик флуктуации. Ни одна из этих причин не способствует производительной работе электролизёра и не может считаться положительным фактором.
Установлена корреляция уровня шума с содержанием в металле железа: с увеличением содержания железа уровень пузырькового шума возрастает. Эта зависимость носит, безусловно, формальный характер и объясняется тем обстоятельством, что при высоком уровне шума имеет место весьма активный выброс анодных газов и электролита. Это приводит к более интенсивной коррозии газосборного колокола и попаданию железа в металл.
Снижение пузырькового шума наблюдается при увеличении уровня электролита. По среднестатистической оценке на 1см уровня электролита уровень шума изменяется на 3,7 мВ. Однако изменение пузырькового шума может повышаться до 7 мВ/см между высоким и низким уровнями электролита. Для электролизёров ОА эта величина значительно ниже и составляет 0,5-1,0 мВ/см. Можно считать, что долговременный эффект высокого уровня шума имеет место при наличии глубоких трещин в аноде. Кратковременный эффект повышенного уровня шума имеет место во всех случаях снижения уровня электролита.
Как указывалось выше, широко используемый способ снижения уровня шума состоит в увеличении сопротивления ванны путём увеличения МПР. Это подавляет шумы, связанные с волнением и циркуляцией металла, однако не способствует снижению пузырькового шума. Как будет показано в разделе 7.2.4, снижение уровня пузырькового шума для электролизёров ОА можно достигнуть путём нанесения узких пазов со стороны рабочей поверхности анода.