

Результаты измерений для вариантов схем замены анодов
|
График замены |
Уровень шума,μΩ |
Напряжение, В |
Перегрев, ºС |
|
Нечётный |
0.32 |
4.41 |
10.5 |
|
Чётный |
0.34 |
4.42 |
11.1 |
|
Варианты: А |
0.30 |
4.39 |
9.5 |
|
Б |
0.35 |
4.42 |
10.2 |
|
В |
0.36 |
4.43 |
10.9 |
|
Г |
0.35 |
4.42 |
9.6 |
|
Д |
0.37 |
4.44 |
11.0 |
На Саянском алюминиевом заводе применяется так называемая «догоняющая» схема замены анодов. Сущность этой схемы заключается в том, что замена производится в два потока по параллельным рядам анодов. Один поток движется впереди, второй следует за ним, при этом укрытие анодного массива максимально сохраняется. При достижении торцевого анода первый поток возвращается к противоположному торцу и начинает следовать за вторым потоком. Для электролизёра на 175 кА и количестве анодов 24 соблюдается следующая последовательность замены анодов: 1; 19; 2; 20 3; 21; 4; 22; 5; 23; 6; 24; 7; 13; 8; 14; 9; 15; 10; 16; 11; 17; 12; 18. Использование такого графика замены показало его высокую эффективность как с точки зрения сохранения целостности укрытия, так и снижения уровня шумов при замене анодов.
Для нормальной работы электролизёра и, в частности, для оптимального распределения токовой нагрузки по анодам требуется тщательно контролировать высоту их установки. Новые аноды, как правило, устанавливаются с некоторой надбавкой по уровню. Эта установочная надбавка соответствует скорости сгорания анода за одни сутки (это время прогрева и начала приёма нагрузки).
Регулирование установки анодов по высоте производят несколькими методами:
1. По уровню нижней плоскости соседнего анода. Регулировку проводят с помощью специального щупа.
2. По аноду сравнения. Для этого на штангах анододержателей делают постоянные отметки на равном расстоянии от подошвы анодов. На анододержателе вновь устанавливаемого анода делается новая отметка ниже постоянной на расстоянии, равном произведению скорости сгорания анода на число дней работы анода сравнения. Новый анод устанавливается таким образом, чтобы совместить постоянную отметку анода сравнения и нанесенную отметку нового анода.
3. По специально изготовленному шаблону, фиксирующему положение нового анода.
4. На заводе «Alumar» успешно применяется автоматизированная система установки анодов из кабины оператора на кране ECL. Как показано на схеме (см. рис. 7.14), извлечённый огарок и новый анод устанавливаются на одном уровне. Автоматический измеритель фиксирует разницу между ними по высоте плюс установочную добавку (на прогрев и старт нагрузки). Далее оператор устанавливает анод на заданную высоту в автоматическом режиме. Ручной труд при этом полностью исключен.
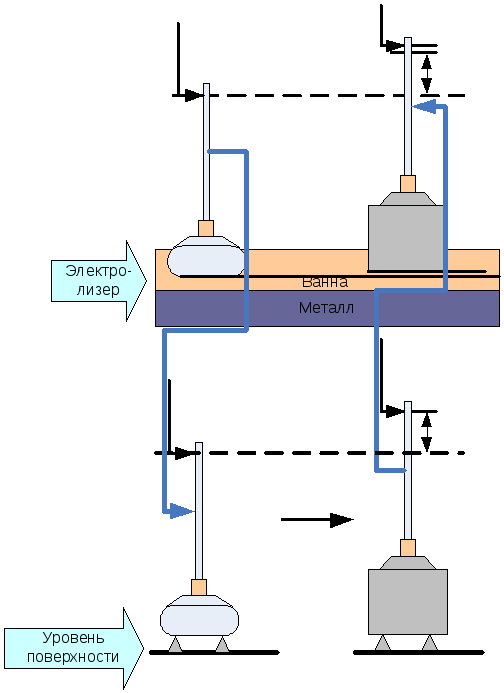
Рис. 7.14. Автоматизированная система установки анодов
по «Alumar»
Если при проверке окажется, что анод установлен выше требуемого уровня, то его следует опустить. Признаком завышенной установки анода является отсутствие бурления газов и низкая токовая нагрузка на анод. Если после установки нового анода вокруг него обнаруживаются признаки перегрева, а чугунная заливка разогревается до красного свечения, то это указывает на слишком низкую установку. Если положение анода своевременно не отрегулировать, то это приведет к усиленному окислению и осыпанию анода, образованию угольной пены, а анодные эффекты будут тусклые, средние или мигающие.
После закрепления анода в зажиме его сразу же следует герметизировать укрывным материалом. Доступные части анода желательно заплескать электролитом.
Срок службы установленных анодов определяется несколькими факторами, важнейшим из которых можно считать скорость сгорания при электролизе. Как правило, анодный огарок заменяется, когда расстояние до ниппеля составляет не менее 6-8 см. Если высота заливки ниппеля равна 10 см, то толщина огарка не может быть меньше 16-18 см. Следует принять во внимание и другой фактор – огарок не должен погружаться в электролит.
Перетяжка анодной рамы, проводимая по мере сгорания анодов, выполняется с помощью специальных приспособлений для временной фиксации положения анодов. Конструкции таких устройств могут быть довольно разнообразными в зависимости от типа электролизёра, но цель их одинакова – фиксировать положение анодного массива при перетяжке рамы. В ходе этой процедуры следует избегать больших скачков напряжения в контакте штанга-шина, так как из-за дуговых разрядов возможно подгорание (плазменная коррозия) контактных поверхностей.