

9.2. Механизация процессов обслуживания электролизеров.
К наиболее трудоёмким процессам обслуживания электролизёров следует отнести пробивку корки электролита, засыпку глинозёма, загрузку анодной массы, перестановку штырей и замену анодов, выливку металла. С наибольшими затратами труда связано обслуживание электролизёров с самообжигающимися анодами. Рассмотрим пути механизации некоторых наиболее трудоёмких операций.
Пробивка корки электролита и засыпка глинозёма. Эта операция выполняется в порядке плановой обработки электролизёра. Столь трудоёмкая операция постепенно передаётся системам АПГ, которые пробивают корку электролита и подают дозу глинозёма в электролит в автоматическом режиме. Обработка электролизёра, поэтому, сводится к плановому технологическому обслуживанию, которое включает снятие угольной пены, подтягивание к борту осадков, формирование бортовых настылей, замену анодов или перестановку штырей и др. На электролизёрах с обожженными анодами автоматизируется ещё одна операция – питание ванн фтористым алюминием.
Тем не менее, потребность в периодической пробивке корки остаётся. Пробивка корки производится при технологической обработке ванн, при гашении анодных эффектов и др. Основой любой машины для пробивки корки является ударный рабочий орган, принципиальная схема которого приведена на рис. 9.3 и 9.4.
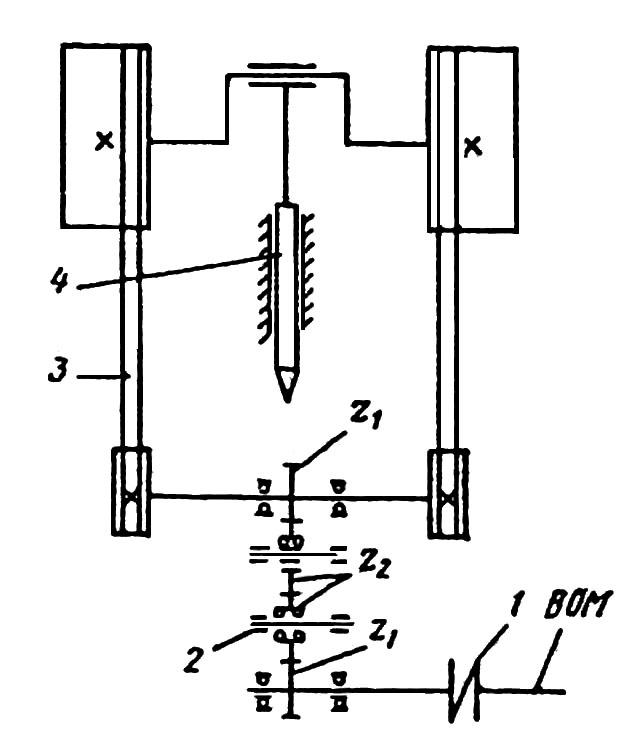
Крутящий момент от привода передаётся через упругую муфту на редуктор (см. рис. 9.3). От редуктора крутящий момент через ременную передачу передаётся на кривошипно-шатунный механизм и далее в виде возвратно-поступательного движения на ударник.
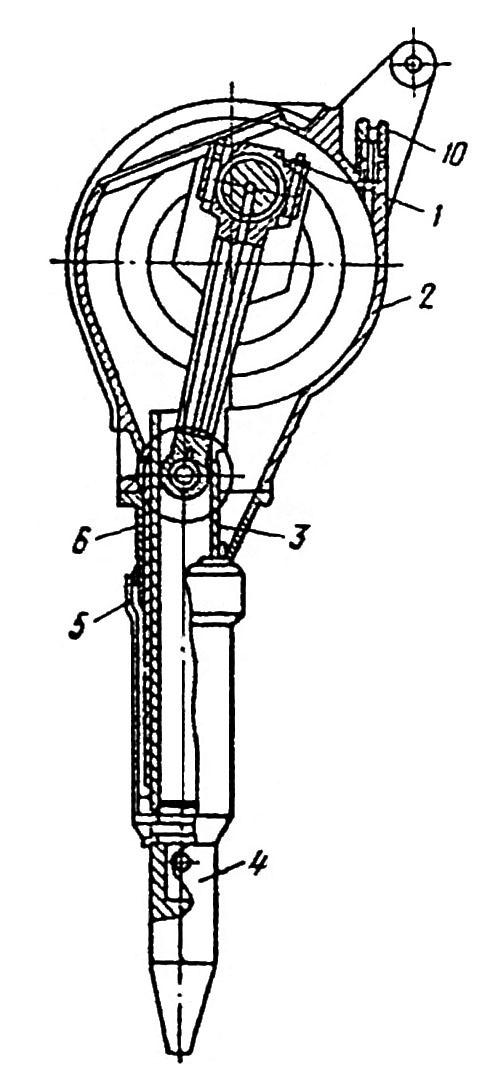
Непосредственно механизм пробивки корки (см. рис. 9,4) представляет собой кривошипно-шатунный механизм 1, заключённый в герметичный корпус 2 со съёмной цапфой. На концах коленчатого вала закреплены маховики, служащие приводными шкивами. К шатуну крепится ползун 3 с пикой 4 на конце. Уплотнение ползуна вынесено на наружный диаметр направляющего корпуса 6. Ударно-пробивной механизм может иметь различные виды привода: дизельный, электрический, пневматический - и устанавливаться на самоходное шасси или на операционный кран. Наиболее распространенные из этих машин – машины для пробивки корки МПК.
До последнего времени в корпусах электролиза с верхним подводом тока сохранились напольно-рельсовые машины (МНР) для разрушения корки электролита и загрузки глинозёма. Эти машины представляют собой металлоконструкцию портального типа, на которой смонтированы механизм передвижения, два механизма продавливания корки и два бункера загрузки глинозёма, расположенные по обе стороны обрабатываемого электролизёра. Продавливание корки производится с помощью массивных дисков, служащих основным рабочим органом машины. К числу основных недостатков машины МНР можно отнести громоздкость конструкции и высокую стоимость. В связи с широким внедрением систем АПГ необходимость в такой машине со временем отпадет.
|
|
|
|
Рис. 9.3.Схема привода рабочего органа: |
Рис. 9.4. Механизм пробивки корки: |
|
1-упругая муфта; 2-редуктор; 3-клиноременная передача; 4-механизм пробивки корки |
1- кривошипно-шатунный механизм; 2-корпус; 3-ползун; 4-пика; 5-уплотнение; 6-направляющий корпус |
Другие трудоёмкие операции выполняются довольно большим
набором машин и механизмов, типы и конструкции которых непрерывно совершенствуются и их описание в настоящем учебном пособии не представляется целесообразным, т.к. эти сведения быстро устаревают и теряют актуальность.