

Глава 9 энергоснабжение электролизных серий. Механизация и автоматизация процесса электролиза
9.1. Энергоснабжение электролизных серий
Серия электролиза снабжается постоянным током от преобразовательной подстанции завода (рис.9.1).
|
Рис. 9.1. Схема снабжения электролизной серии постоянным током (Минцис М.Я. с соавт.) |
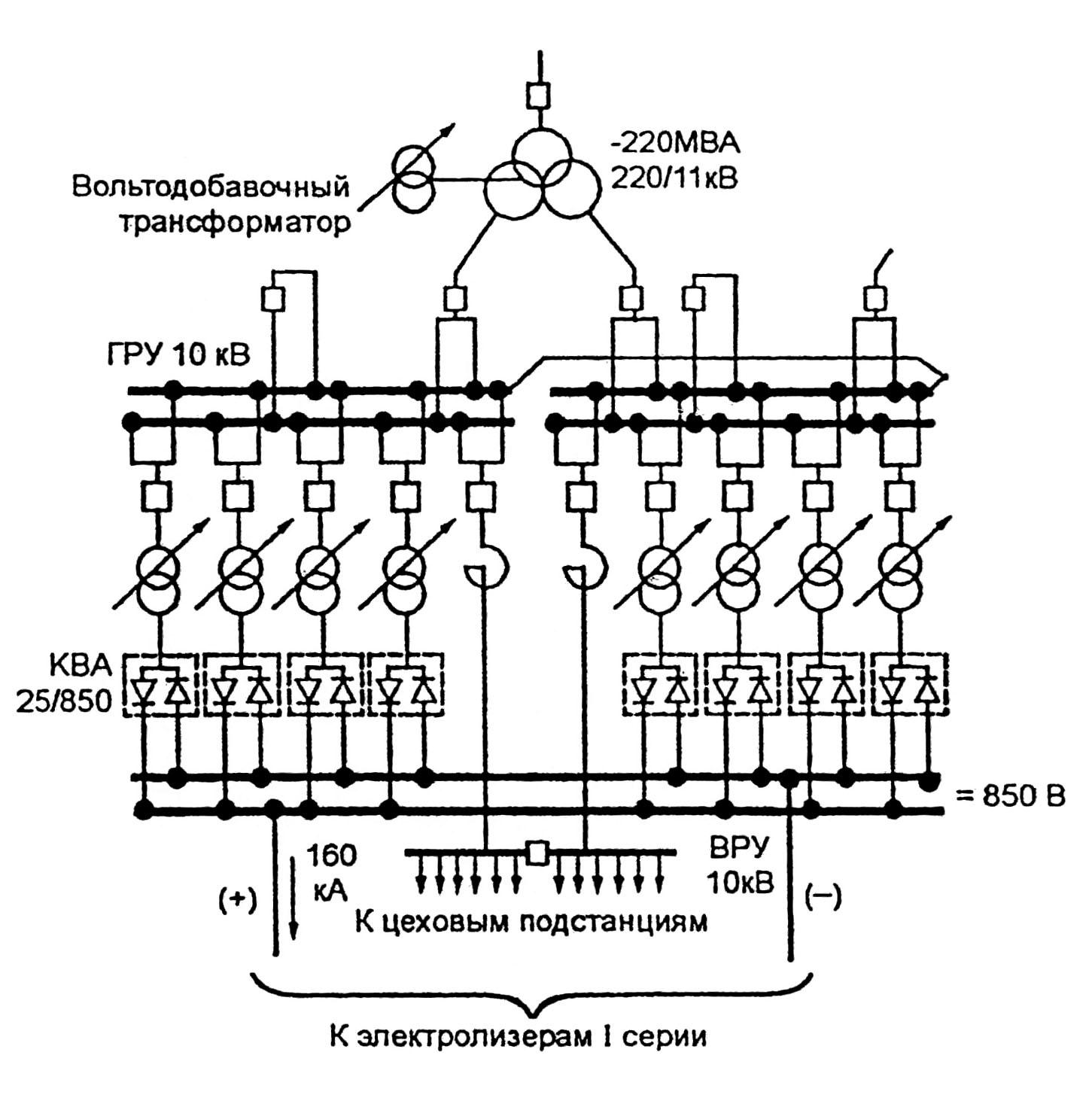
Переменный ток напряжением 110-220 кВ поступает на понизительную подстанцию завода от ЛЭП энергосистемы. На подстанции установлены открытые головные трансформаторные группы, которые понижают напряжение со 110-220 кВ до 10-11 кВ. Ток напряжением 10 кВ поступает на трансформаторы преобразовательных агрегатов 10/0,85 кВ.
Для преобразования переменного тока в постоянный применяется комплекс оборудования, состоящий из нескольких выпрямительных блоков, трансформатора, контрольно-измерительных и управляющих приборов. Выпрямительный блок - основа преобразовательного агрегата, он рассчитан на силу тока 25 кА, напряжение до 850 В.
Блок состоит из нескольких кремниевых полупроводниковых вентилей (теристоров и диодов), системы воздушного или водяного охлаждения и регулирующей аппаратуры.
Для непрерывного питания серии электролизёров на преобразовательной подстанции необходимо иметь определенное число агрегатных трансформаторов и столько же групп кремниевых преобразователей (в каждой группе по 4 единицы), в том числе одна группа резервная. Кремниевые подстанции сооружаются вблизи электролизных корпусов (не далее 25м от корпуса), чтобы избежать больших потерь напряжения выпрямленного тока в ошиновке на участке от подстанции до электролизёра, а также больших затрат на сооружение соединительной ошиновки.
Упрощенная электрическая схема основных цепей преобразовательного агрегата на силу тока 25 кА и напряжение 850 В приведена на рис. 9.2. Агрегатами этого типа оснащены кремниево-преобразовательные подстанции (КПП) большинства алюминиевых заводов.
Трансформаторы таких агрегатов оборудованы переключающим устройством, позволяющим изменять под нагрузкой коэффициент их трансформации по 17 ступеням. Каждая из четырёх вторичных обмоток подключена к отдельному выпрямительному блоку с кремниевыми диодами на силу тока 6,3 кА, причём две вторичные обмотки соединены в звезду, а две – в треугольник.
|
|
Рис. 9.2. Упрощенная схема выпрямительного агрегата (Минцис М.Я. с соавт.) |
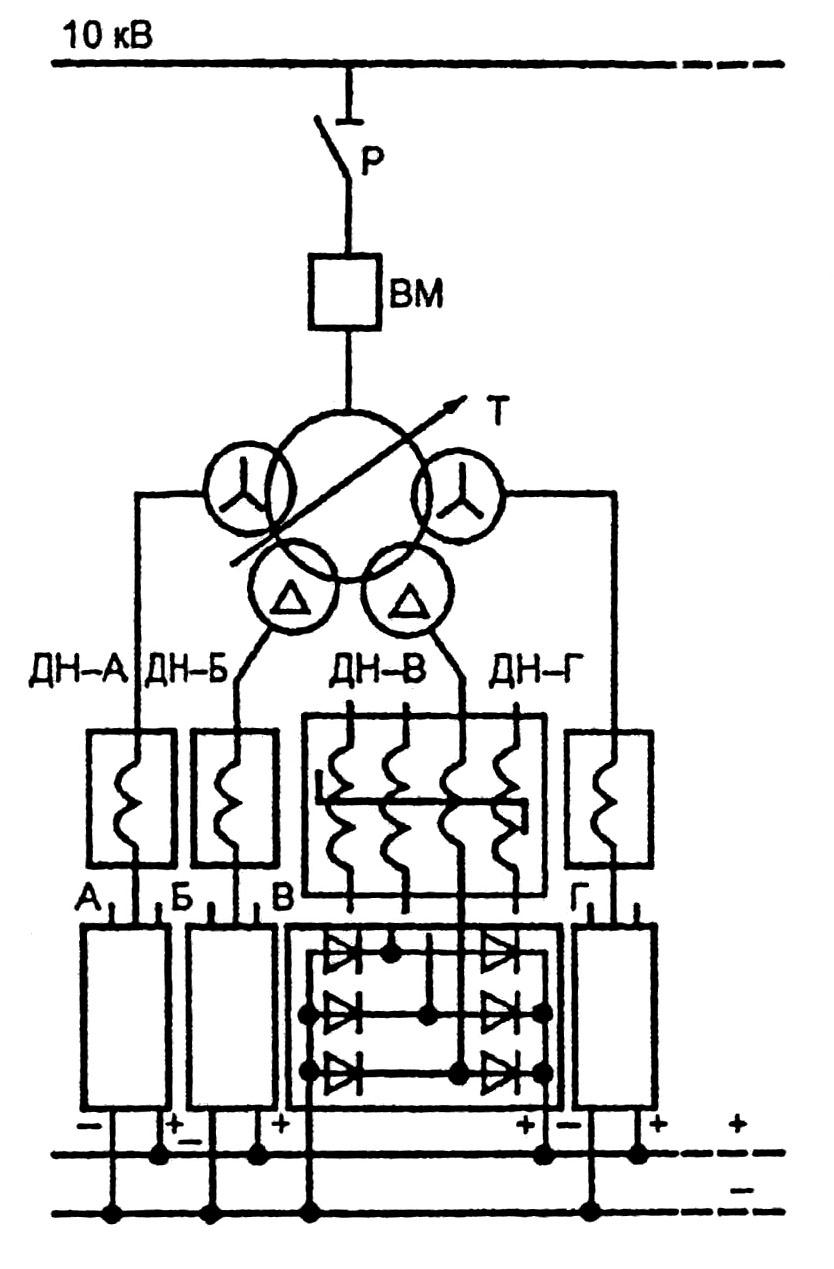
Между вторичными обмотками трансформатора и силовыми блоками в каждую фазу включены дроссели насыщения ДН, путём изменении подмагничивающего тока которых можно регулировать напряжение в пределах одной ступени переключающего устройства трансформатора.
На наиболее современном в России Хакасском алюминиевом заводе основу обеспечения электроэнергией составляют открытое распределительное устройство ОРУ-220 кВ и подстанция КПП. Открытое распределительное устройство предназначено для подключения нагрузки в объёме 500 МВт. КПП состоит из 5 отсеков, разделённых между собой огнестойкими перегородками. В каждом отсеке установлен преобразовательный агрегат в составе: регулировочный автотрансформатор, два преобразовательных трансформатора и выпрямитель. Это оборудование позволяет подавать на серию ток
320 кА с напряжением 1560 В. Весь комплекс управляется с помощью единой системы АСУТП.
В технологии электролитического производства алюминия основные электрические параметры – сила тока, напряжение и мощность – периодически меняются в связи с различными факторами (анодные эффекты, отключаемые и пусковые ванны и др.). Поэтому регулирование работой преобразовательной подстанции производится из расчёта на постоянную силу тока, на постоянное напряжение или постоянную мощность.
С технологической точки зрения целесообразно регулировать работу подстанции на постоянную силу тока. При таком способе регулирования ток на серии поддерживается на одном уровне, независимо от изменения напряжения на ваннах от тех или иных причин. Мощность на подстанции при этом соответственно изменяется. Такой режим работы серий принят на большинстве алюминиевых заводов и он, безусловно, имеет преимущества перед режимом с регулировкой работы подстанции на постоянное напряжение или на постоянную мощность. При работе на постоянную мощность или на постоянное напряжение происходят довольно резкие колебания силы тока на серии, что отрицательно влияет на технологию электролиза.
В помещении межкорпусного хозяйства смонтирована трансформаторная подстанция, от которой производится снабжение корпусов переменным током. Ток от подстанции поступает через разъединители К-300 и К-600 в распределительный пункт, от которого ток следует в трёх направлениях:
- на пункты подключения (ПП) и далее через разъединительный трансформатор на пункты управления электролизёрами (ПУ); от ПУ ток распределяется на электродвигатели механизмов подъёма анода;
- на пункт подключения сварки (ППЭ);
- на секции троллей мостовых кранов.