

Глава 8 газоочистка и регенерация криолита
8. 1. Сбор и транспортировка анодных газов
Основная цель сбора, транспортировки и очистки газа заключается в решении санитарно-экологических задач производства алюминия и регенерации фтора, уносимого с анодными газами. Большое количество фтора удаляется от электролизеров в виде газов и пыли. На электролизёрах с верхним подводом тока значительное количество фтора теряется с угольной пеной. Большая часть уносимого фтора регенерируется и возвращается в производство. Другая его часть удаляется через фонарь в атмосферу. К прямым потерям относится также фтор, теряемый с отработанной угольной футеровкой.
В атмосферу корпусов выделяются и другие промышленные вредности: оксид углерода, пыль, содержащая глинозём, и фтористые соединения. Серьёзную проблему представляют смолистые вещества и газы коксования анодной массы на электролизёрах с самообжигающимися анодами.
Содержание вредных веществ в атмосфере цехов электролиза не должно превышать предельно допустимые концентрации (ПДК). Суммарные выбросы вредных веществ в атмосферу предприятия также ограничены установленными нормами, так называемыми предельно допустимыми выбросами (ПДВ).
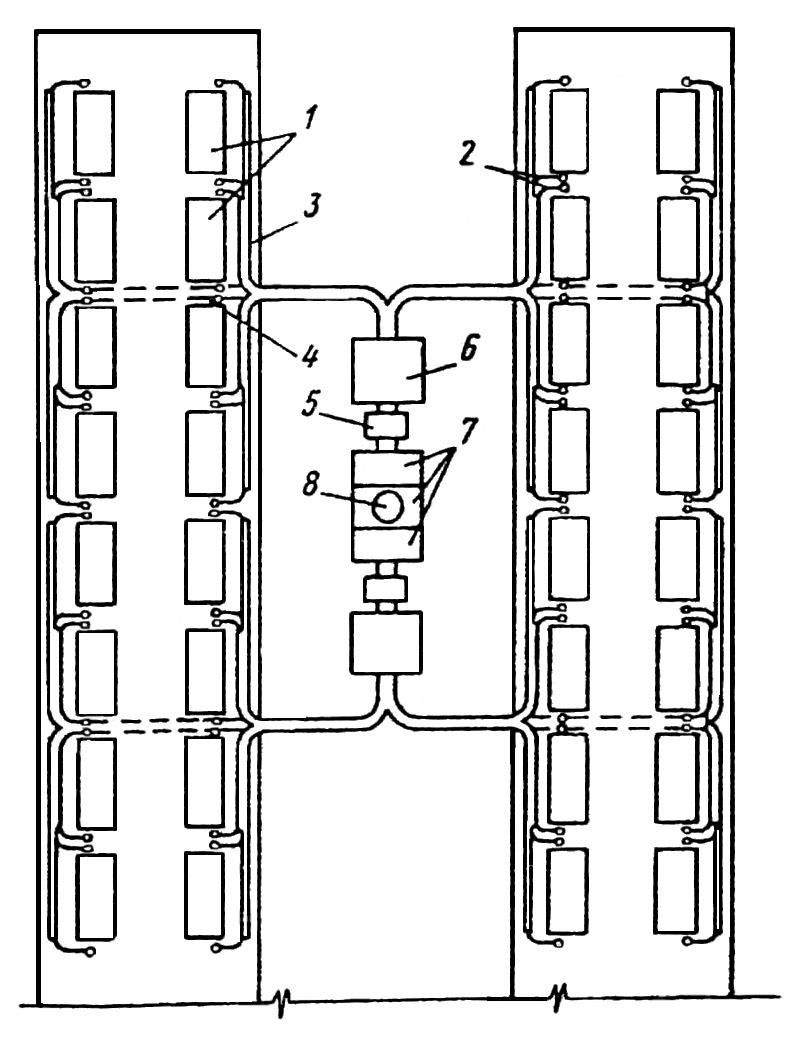
Газы организованного отсоса на всех современных заводах проходят очистку. Принципиальная схема сбора и подачи анодных газов на очистку приведена на рис. 8.1.
На электролизерах с верхним подводом тока сбор газа производится с помощью газосборного колокола, откуда он поступает в горелочные устройства. Сюда же поступает воздух, который смешивается с анодными газами. За счёт этого происходит дожигание горючих составляющих анодных газов. На газоочистку поступает газ с температурой 350-550°С следующего состава, %: СО2 27-45; О2 0,2-1,6; СО 30-60; Н2 1,3-3,5; N2 2,0-20; СН4 0,4-2,4. С анодными газами электролизёра ВТ мощностью 160 кА удаляется до 230-770 г/ч смолистых веществ.
|
|
Рис. 8.1. Схема сбора и транспортировки анодных газов: 1-электролизёры; 2-горелки; 3-коллекторный газоход; 4-подземный газоход; 5-дымососная; 6-электрофильтр; 7-пенный аппарат; 8-дымовая труба |
|
1 2 3 4 | |
|
Рис. 8.2. Промышленные типы горелочных устройств на электролизёрах ВТ: 1-щелевого типа; 2-открытого типа; 3-с теплообменником; 4-длиннопламенная горелка | |
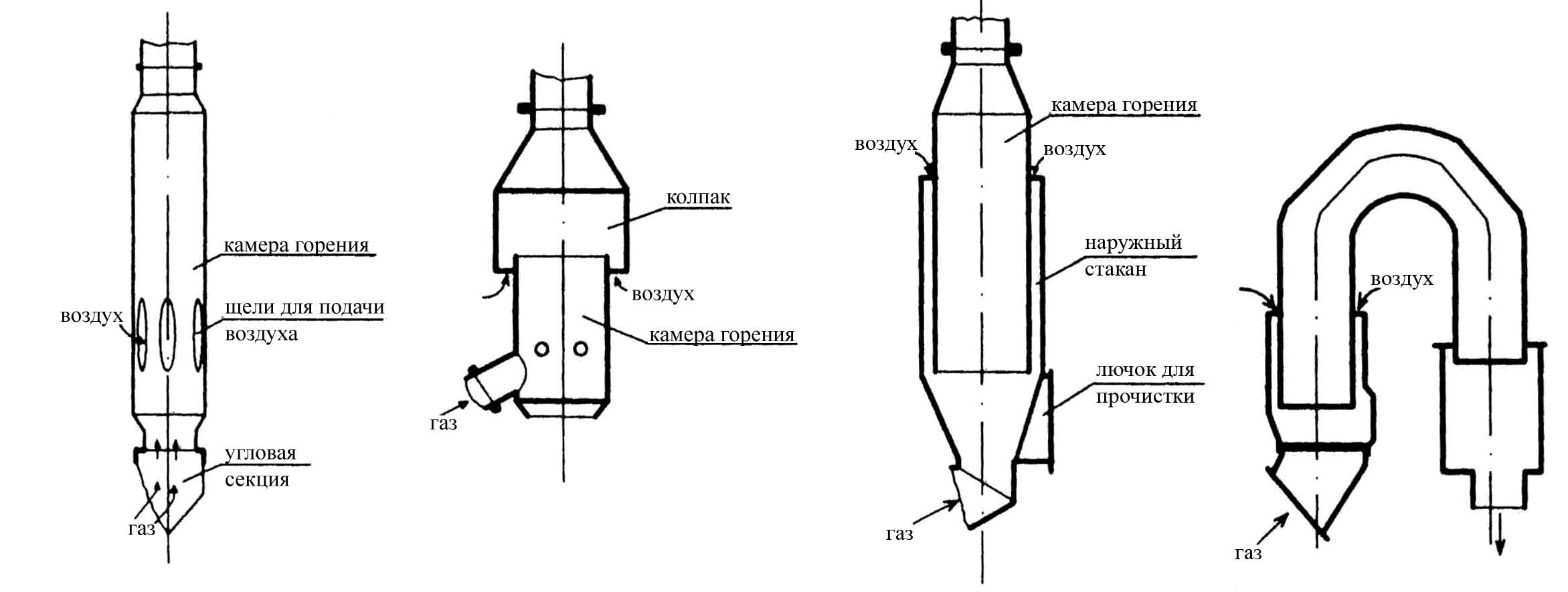
Горелки являются важным элементом системы отсоса газа на электролизёрах ВТ, в которых дожигаются оксиды углерода и полициклические ароматические углеводороды. Поступающие снизу в горелку анодные газы смешиваются в камере смешения с кислородом воздуха, в результате чего происходит горение СО и органических веществ. На отечественных заводах эксплуатируется несколько типов горелочных устройств (см. рис.8.2.). Наиболее распространёнными в 70-х годах были горелки открытого типа, затем щелевые горелки. В дальнейшем ИФ ВАМИ были разработаны горелки с теплообменником. Однако до настоящего времени наиболее распространены горелки щелевого типа.
Температура в зоне горения и время пребывания газа в зоне высоких температур – основные параметры, определяющие степень дожигания в горелках СО и смолистых веществ. Для большинства типов горелок температура в зоне горения не превышает 700-800ºС, в то время как для полного разрушения смолистых веществ требуется температура 1100-1200ºС.
Весьма перспективны с этой точки зрения горелки с теплообменником, в которых за счёт обтекания корпуса горелки подсасываемый воздух подогревается и способствует повышению температуры в зоне горения до ~1100ºС. Эффективность таких горелок выше, чем щелевых (эффективность по сжиганию соответственно 94,1 и 64,3%). Однако в таких горелках из-за высоких температур повышается коррозионный износ металла, требуется их периодическая чистка. По этой причине горелки с теплообменником нуждаются в дальнейшей доработке.
Увеличение времени пребывания газа в зоне высоких температур было достигнуто путём модификации институтом ВАМИ горелки с теплообменником, в том числе увеличением сечения переходного колена (до изоляционной вставки) как показано на рис 8.2, поз.4. Это позволило существенно увеличить длину пламени и снизить коррозию металла (Буркат В.С.,Друкарёв В.А.).
Всего под колокольный газосборник поступает 30-40 кг углеводородов на тонну алюминия, большая часть которых сгорает под колоколом и в горелочных устройствах. Другая часть, от 6 до
15 кг в зависимости от конструкции анода и применяемой системы очистки газа, оседает вместе с пылью в каналах газоходов, в электрофильтрах и аппаратах сухой или мокрой очистки газов. Остатки смол удаляются в атмосферу вместе с очищенными газами. При КПД колокольного укрытия 90% выброс фтористых соединений составляет не более 2 кг/т алюминия.
Работа колокольного укрытия нарушается при пробивке корки электролита, горелки при этом гаснут. После окончания обработки горелка должна быть снова подожжена.
На электролизерах с боковым подводом тока первичный сбор анодных газов производится под коркой электролита. После выхода через окна в корке в виде факелов («огоньков») и сжигания горючих веществ газ поступает в укрытие электролизёра. Укрытие монтируется на каркасе и состоит из верхнего газосборного колпака и вертикальных навивных штор, закрывающих торцевые и продольные стороны ванн.
В анодных газах электролизёров БТ смола практически отсутствует, а водород и метан сгорают в «огоньках». Тем не менее, с боковой поверхности анодов в укрытие попадает смола от горения подтёков пека. Количество смолы составляет 8-10 кг/т алюминия в зависимости от типа используемой массы. Газы транспортируются по той же схеме, что и на рис. 8.1.
Как видно на рис. 3.3 (глава 3), на электролизёрах с предварительно обожженными анодами устройство герметизации ванн состоит из съёмных створок укрытия и коллекторного устройства. Преимуществом этого типа электролизёров считается отсутствие в составе анодных газов смолистых веществ, так как изготовление анодов полностью сосредоточено в специализированном производстве. Поэтому в составе анодных газов, помимо фторсодержащих компонентов, присутствуют только оксиды углерода СО и СО2, а также диоксид серы SO2. При этом оксид углерода СО окисляется при сгорании до СО2 и лишь в небольшом количестве попадает в атмосферу цеха. Далее газ поступает в центральный дымовой боров, дымосос и на систему очистки.