

2.2.4 Структура операции и возможности развития
В производстве товаров и услуг используется миллионы различных технологических процессов. Но можно ли дать рекомендации по развитию технологий, общие для всех случаев? Например, руководителям сталелитейного завода, обувной мастерской или сельскохозяйственной фермы. Ни один опытный инженер или экономист не поверит, что это возможно.
Но они не правы или правы только частично. Конкретное решение по развитию технологических процессов, действительно, может предложить только узкий специалист. Но принципиальный тип решения и даже его результативность может определить любой руководитель, обладающий знаниями о закономерностях развития технологий.
Для выявления таких закономерностей необходимо понять как изменяются различные составляющие структуры технологического процесса в процессе развития.
Для этих технологических процессов в машиностроении, в свое время, был разработан государственный стандарт (ГОСТ 3.1109-82). Он задает отраслевые термины и определения в этой области. В нашем изложении, за неимением лучшего, будем частично использовать эти термины, а частично вводить свои.
Ранее мы договорились, что технология (или технологический процесс) – это оптимизированная последовательность способов достижения заданной цели.
Любой технологический процесс состоит из последовательности технологических операций. При этом технологическую операцию можно рассматривать как простейший технологический процесс.
Рассмотрим пример простейшей технологической операции.
Типовое содержание такой операции следующее.
ОПЕРАЦИОННАЯ КАРТА
Точение
А. Крепить заготовку в 3-х кулачковом патроне.
Б. Включить станок.
В. Подвести резец.
1. Точить диаметр 40 ± 0,02 в размер 60±0,15.
Г. Выключить станок.
Д. Отвести резец.
Е. Открепить и снять деталь
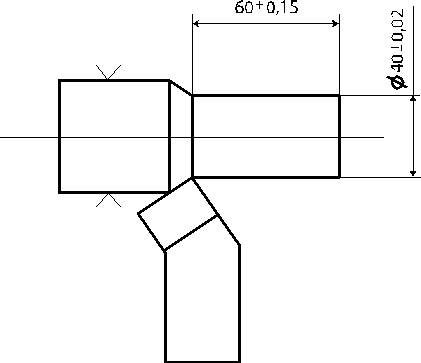
Рис. 2.14. Наладка к операции "точение"
Как видно из перечня действий рабочего, зафиксированных в "операционной карте", они разделены на две части. Первая часть, обозначенная буквами – это вспомогательные действия. Они необходимы для осуществления рабочего хода. Смысл или цель операции реализуется исключительно рабочими ходами (в простейшем случае, одним рабочим ходом). В примере рабочий ход обозначен цифрой.
РАБОЧИЙ ХОД (при холодной обработке металлов) — это действия, приводящие к изменению формы, размеров, шероховатости поверхности или свойств заготовки.
ВСПОМОГАТЕЛЬНЫЕ ЧАСТИ операции (установ, вспомогательные ходы и переходы) — это действия, необходимые для выполнения рабочего хода.
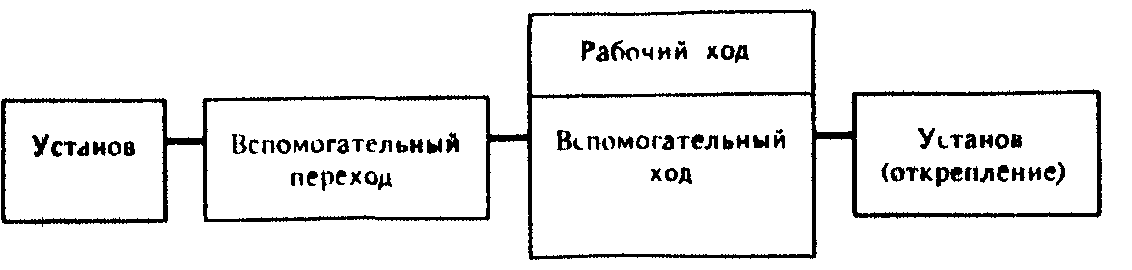
Простейшая структура технологической операции представляет собой систему обязательно последовательного типа. Она приведена на рис. 2.15.
 А. Реальная
структура технологической операции.
А. Реальная
структура технологической операции.

Б. Упрощенная структура технологической операции.
Рис. 2.15. Варианты структуры технологической операции.
Развитие технологического процесса можно осуществлять, сокращая во времени (изменяя) любую из его составляющих. Главное – конечный результат в виде сокращения времени операции Топ. См. рис. 2.16.
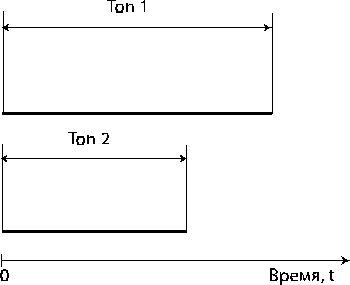
Рис. 2.16. Операционное время до (Топ 1) и после (Топ 2) внедрения технических нововведений
Две выделенные части операции: рабочий ход и вспомогательные ходы и переходы, принципиально по-разному влияют на экономический результат развития технологии.
Приведем определение технологической операции. ГОСТ 3.1109-82, гласит: «Операция — это законченная часть технологического процесса, выполняемая на одном рабочем месте». Но это определение не может считаться вполне универсальным и исчерпывающим.
Рассмотрим примеры операций в различных отраслях промышленности.
Так в азотной промышленности, при производстве аммиака, осуществляется получение конвертируемого газа методом парокислородной конверсии метана и конверсии окиси углерода в специальной установке. Установка обслуживается оператором, который следит за параметрами процесса и осуществляет регулировку. Его рабочим местом следует считать всю установку для получения конвертируемого газа, а процесс получения конвертируемого газа непрерывной операцией.
При закалке стали рабочий, находясь практически на одном и том же месте, осуществляет действия, необходимые для нагрева детали в печи и последующего охлаждения в ванне. В этом случае можно говорить о двух различных операциях и признаком рабочего места следует считать наличие различного технологического оборудования — печи и ванны.
При выплавке стали в электродуговой печи, признаком операции закалки приходится считать рабочее место около оборудования для закалки, признаком операции плавки — наличие рабочего места возле печи, операции разливки — наличие рабочего места возле летки печи и ковша и т. д.
В этих примерах рабочий практически находится в одном и том же месте цеха, рядом с которым расположено различное технологическое оборудование. Из рассмотрения примеров видно, что принятый в определении базовый признак — постоянство рабочего места — слабо отражает внутреннюю сущность операций и является в определенной степени условным.
Вместе с тем приведенное разделение на операции, с инженерных позиций, является полностью оправданным. Это можно объяснить тем, что каждая из выделенных частей технологического процесса — операция — характеризуется не столько постоянством рабочего места и законченностью части технологического процесса, сколько постоянством предмета труда, орудий труда и характера воздействия на предмет труда. Наиболее существенным отличительным признаком во всех случаях является характер воздействия на предмет труда. В случае механической обработки — это резание, сверление, штамповка. В химической технологии — это протекание определенных реакций. В металлургии — это процессы плавки, разливки, закалки и т.д.
Вместе с тем, по одному признаку постоянства характера воздействия на предмет труда не удается разделить технологический процесс на части, традиционно называемые операциями.
Суммируя вышеизложенное, можно предложить универсальное определение понятия «операция».
Правильнее считать, что ОПЕРАЦИЯ — законченная часть технологического процесса, выполняемая на одном рабочем месте и характеризуемая постоянством предмета труда, орудий труда и типом воздействия на предмет труда.
Такое определение операции демонстрирует, что можно выделить рабочий и вспомогательные ходы и переходы в структуре операции не только в машиностроении и приборостроении, но и в других отраслях. Особенностью операций в ряде отраслей будет неполный набор составных элементов.
Несмотря на разнохарактерность возможных видов операций, можно сформулировать понятие «рабочий ход» для любых технологических процессов.
Определим признаки общие для рабочих ходов в разных технологиях. Машиностроительных, химических или металлургических.
Как и в машиностроительных технологических процессах, базовые рабочие ходы в не машиностроительных отраслях связаны с «изменением формы, размеров, шероховатости поверхности или свойств предметов труда». Но, кроме того, рабочий ход может приводить к изменению состояния, видоизменению предмета труда или изменению положения его в пространстве. При протекании химических реакций образуются новые химические соединения, выгорание углерода в чугуне приводит к появлению сплава, называемого сталью, склейка, пайка, сборка приводят к появлению сборочных единиц.
Рабочий ход непременный элемент любой операции. В противном случае теряется смысл ее проведения. Характерные признаки рабочего хода, существуют практически во всех технологиях, вне зависимости от того, разделяются они на операции или нет.
РАБОЧИЙ ХОД — законченная часть операции, связанная с изменением формы, размеров, свойств, структуры, состояния или положения в пространстве предметов труда, разделением или соединением веществ, материалов, деталей или сборочных единиц в соответствии с целью технологического процесса.
Все остальные части операции являются вспомогательными по отношению к рабочему ходу и не обязательно должны быть строго определены для рассмотрения возможностей развития технологического процесса.
Секрет развития всех на свете технологий раскрывает структура операции. Это объясняется тем, что операций миллионы, а структура у всех одна и та же.
Экономический результат развития технологии меняться по-разному при сокращении вспомогательных элементов операции и при сокращении рабочего хода.
Вспомогательными элементами операции в машиностроении являются закрепление заготовки, подвод инструмента, поворот суппорта, включение подачи и т.д.
При разливке стали в формы, вспомогательными частями операции являются подвод ковша к форме, включение и выключение перемещения ковша, отвод и т.д. При химическом никелировании вспомогательными частями операции являются подвод деталей к ванне, опускание навески в ванну, регулировка режима никелирования и т.д. В химической промышленности вспомогательными частями операций могут быть загрузка и разгрузка реакторов, регулирование процессов, транспортировка и т.д.
В рассмотренных примерах вспомогательные части операции обладают одним общим признаком. Все они осуществляются с помощью перемещений исполнительных механизмов или за счет действий человека, которые также сводятся к простым или сложным движениям.
Данный вывод выделяет тип технических решений, с помощью которых может осуществляться совершенствование вспомогательных элементов операций. Направления совершенствования очевидны: замена движений человека механизмами или ускорение движений за счет использования более мощных механизмов. На современном уровне развития техники практически любой характер движения осуществляется известными механизмами, и вопрос стоит только в рациональности их применения. Совершенствование вспомогательных элементов операций в большинстве типов технологических процессов, таким образом, сводится к рациональному использованию известных механизмов и двигателей для замены ручного труда и ускорения движения элементов приспособлений, механизмов, инструмента и т.д.
Рост производительности при этом идет за счет сокращения промежутков между рабочими ходами. Результат же одного рабочего хода остается неизменным.
Технические решения, обеспечивающие сокращение времени операции за счет уменьшения продолжительности ее вспомогательных составляющих и не меняющие структуру операции и рабочий ход, назовем рационалистическими.
Технические решения рационалистического типа обладают характерным качественным признаком. В каждом случае принятия решений имеется очевидный технический вариант, по которому в принципе, возможно, осуществить механизацию и автоматизацию. Можно сказать, что ограничением по осуществлению технических решения такого типа могут быть только экономические критерии или различные субъективные факторы (отсутствие инициативы работников, отсутствие материалов или оборудования, низкая квалификация исполнителей и др.). Таким образом, решения рационалистического типа можно проводить в жизнь директивно. Возможность директивного управления является важной отличительной чертой рационалистического типа развития.
Решения рационалистического типа обладают значительной однородностью и характеризуются следующими свойствами.
1. Внедрение механизации и автоматизации рационалистического типа связано с увеличением капиталовооруженности рабочего и, в конечном итоге, приводит к росту затрат капитала в единице продукта.
2. Внедрение рационалистических технических решений уменьшает затраты на заработную плату в единице продукта и вызывает повышение производительности труда рабочего.
3. Эффективность рационалистических решений падает по мере роста производительности труда.
Достоверность указанных свойств не всегда очевидна и будет рассмотрена особо.
Для совершенствования рабочих ходов применяются самые разнохарактерные технические решения. Используются те или иные технологические свойства предмета труда, в большинстве случаев требующие качественно новых знаний и не очевидные. Например, эффективность штамповки взрывом определяется свойством металла увеличивать степень пластической деформации с увеличением скорости деформации. При переходе от механической обработки на литье используются совсем иные (литейные) свойства металла. Порошковая металлургия за счет изменения структуры металлов в микрообъемах позволяет в короткий промежуток времени изготовлять детали сложной формы и с точными размерами. Примеров можно привести множество.
Общим признаком всех случаев совершенствования рабочего хода является эвристичность самого технического решения. Поэтому все решения, связанные с совершенствования рабочего хода или изменением структуры операции в целом будем называть эвристическими.
Эти решения качественно отличаются от решений рационалистического типа. Планирование технических мероприятий, требующих эвристического решения, невозможно. Кроме субъективных факторов, ограничивающих их осуществление, имеет место объективное ограничение, заключающееся в невозможности предвидеть само решение.
Изменение или замена рабочего хода технологического процесса в основном происходят за счет оптимизации использования технологических свойств существующих предметов и орудий труда (оптимизация технологических процессов) или использования других технологических свойств предметов труда и другого технологического оборудования.
Новая технология является итогом оригинальных научно-исследовательских разработок, но может быть и результатом использования известных технологических процессов из смежных областей. Так, например, давно известна технология сверления отверстий и нарезания резьбы. Сравнительно недавно стали использовать, так называемые винты-саморезы. Такие винты сами сверлят отверстия в дереве и металле, сами нарезают резьбу и сами в нее вкручиваются.
В сравнении со свойствами технических решений рационалистического типа можно выделить свойства эвристических решений.
1. Эвристические решения всегда более эффективны, чем рационалистические того же направления.
2. Уменьшение суммарных затрат в единице продукта при эвристических решениях может осуществляться как за счет уменьшения затрат на заработную плату, так и за счет уменьшения затрат капитала.
Почему можно утверждать, что эвристические решения всегда более эффективны?
В принципе, характер и эффективность таких решений могут быть любыми, но практически сразу же отсеиваются эвристические решения с эффективностью меньшей или равной эффективности рационалистических решений того же направления. Кроме того, эвристические решения, в отличие от рационалистических, требуют дополнительных усилий по научно-исследовательской разработке и внедрению. Следовательно, при равной эффективности всегда будут использованы решения рационалистического типа. А это означает, что все эвристические решения, менее эффективные чем рационалистические, вообще не будут использоваться.
Второе же свойство эвристических решений – вытекает из того, что они захватывают сразу два базовых элемента структуры операции: рабочий ход и вспомогательные ходы и переходы.