

8.3.3. Виготовлення сталевих заготовок методами обробки тиском
Більшість сталевих заготовок виготовляють методами обробки тиском – кування, пресування, штампування, прокатка.
Такими способами виготовляють заготовки валів, шестерень, важелів. Вільна ковка на ковальских молотах використовуеться у дрібносерійному та поодинному виробництві. Такі заготовки характеризуються грубим наближенням до форми готової деталі, вимагають підвищених витрат матеріалу та ускладнюють подальшу механічну обробку. З метою уникнення цього застосовують підкладні штампи, у яких надають остаточну форму заготовкам.
У серійному та масовому виробництві застосовують штамповочні молоти та преси з використанням закритих штампів. Останні, на відміну від відкритих штампів, забезпечують відсутність облою на одержуваній заготовці, що зменшує витрату металу.
Заготовки з листового металу одержують методом холодного листового штампування на кривошипних штампах. Для пруткового матеріалу застосовують горизонтально-ковальські машини.
Зварювані заготовки застосовують для виготовлення деталей складної конфігурації, наприклад, каркасних з прокатних профілів (кутник, швелер, полоса), корпусних, ступінчастих валів з великою різницею діаметрів ступенів.
Шматки металу під обробку тиском, зварюванням або іншу обробку від прокатних профілей відрізають або відрубають на спеціальних верстатах.
Після виготовлення заготовок здійснюється їх оброблення. Існує велика кількість технологічних методів оброблення заготовок. З них основними є методи механічної обробки заготовок на металоріжучих верстатах.
Після механічної обробки виконують зміцнюючу (здебільшого термічне загартування з відпуском) та оздоблювальну (шліфування) обробку заготовок.
8.4. Механічна обробка заготовок
8.4.1. Принцип дії ріжучого клина
Щоб забезпечити встановлену кресленням точнiсть розмiрiв, форму i чистоту поверхнi деталі, бiльшiсть заготовок обробляють на металорізальних верстатахзняттям стружки. Частина заготовки, що вилучається при її механічній обробці, має назву припуск. Стружку знiмають iз заготовки металевими або абразивними iнструментами. У перших є спецiально заточенi рiзальнi крайки (рiзцi,свердла та iн.), у других – безлiч твердих зерен з гострими гранями та кутами на поверхнi i в товщi цих iнструментiв (шліфувальні круги). Крiм того, припуск можно знiмати iз заготовки ерозiйною дiєю електричних розрядiв, ультразвуком, хiмiко-механiчним способом та iн. Принцип різання матеріалів засновано на дії ріжучого клина (рис. 8.2).
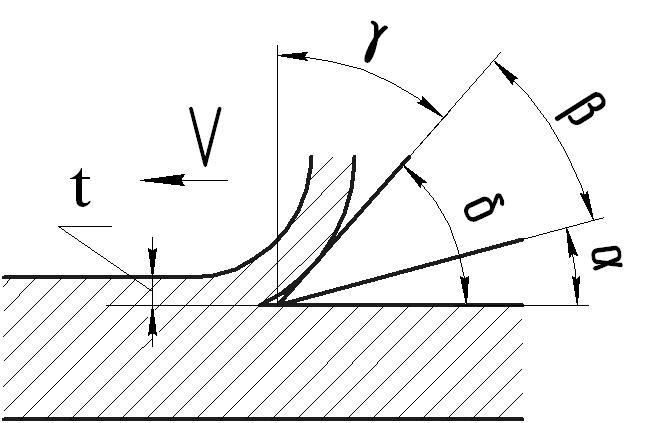
Рис. 8.2. Схема дії ріжучого клина
Ріжучий клин являє собою ріжучу крайку, яка створена перетином двох площин під кутом β та рухається вздовж заготовки (основної площини) зі швидкістю V (головний рух) – клин зрізає шар матеріалу завтовшки t (глибина різання). При цьому одна з площин рухається попереду та має назву передньої поверхні ріжучого інструменту, а друга площина рухається позаду та, відповідно, має назву задньої поверхні.
β має назву „кут загострення” і є одним з основних параметрів інструменту. Іншими основними параметрами, що суттєво впливають на ріжучі властивості інструменту, є:
α– задній кут – між основною площиною та задньою поверхнею – характеризує положення задньої поверхні;
γ – передній кут – між перпендикуляром до основної площини та передньою поверхнею – характеризує положення передньої поверхні;
δ – кут різання.
Комплекс параметрів ріжучого інструменту (α, β, γ, δ ) та характеристик процесу різання (V, S, t, P ) однозначно визначає процес різання (S – подача ріжучого інструменту, Р – сила різання). При складанні операційних карт механічної обробки певної поверхні деталі всі ці величини призначаються відповідно до рекомендацій довідників, розрахунків на основі теорії різання та досвіду інженера-технолога машинобудівного виробництва.