

8.4.2. Основні способи обробки рiзанням
Основні способи оборобки різанням наведенi на рис. 8.3 (стрiлками показано напрям головного руху V i напрям руху подачi S). Як видно з рис. 8.3, головний рух та рух подачi надаються iнструментам i заготовкам у рiзних поєднаннях.
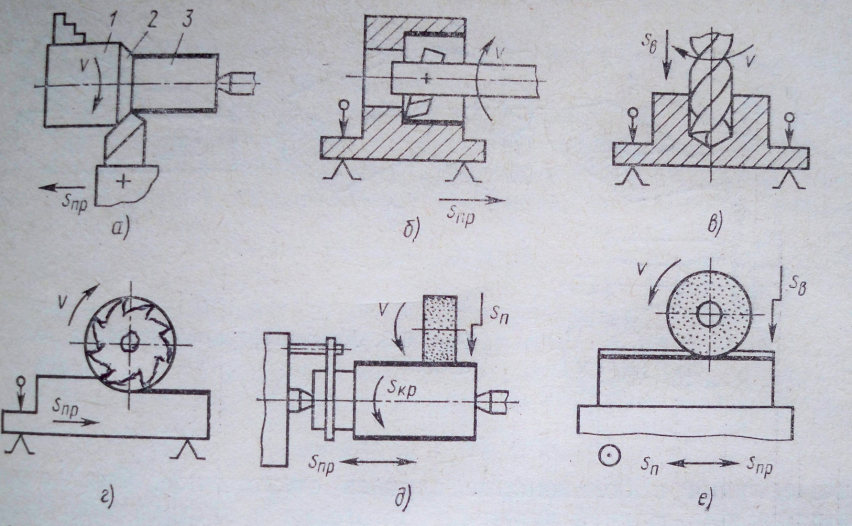
Рис. 8.3. Основні способи обробки рiзанням
При точiннi (рис. 8.3, а) заготовцi надається обертовий головний рух, а iнструментам (рiзцям) рух подачi. Оброблення здійснюється на токарних верстатах токарними різцями.
При фрезеруваннi (рис. 8.3, б), навпаки, головний рух надається iнструменту, а рух подачi – заготовцi. Оброблення здійснюється на фрезерних верстатах фрезами.
При свердлiннi (рис. 8.3, в) як головний, так i рух подачi надається iнструменту, проте на спецiальних верстатах цього не дотримуються. Оброблення здійснюється на свердлильних верстатах свердлами.
При струганнi на поперечно-стругальних верстатах i обробцi заготовок на довбальних верстатах головний рух надається iнструменту, а рух подачi – заготовцi або рiзцю.
При струганнi на поздовжньо-стругальних верстатах головний рух надається заготовцi (рис. 8.3, г), а рух подачi – iнструменту. Оброблення здійснюється на стругальних верстатах стругальними різцями.
При протягуваннi (рис. 8.3, д) головний рух (прямолiнiйний) надається iнструменту, а подача S визначається рiзницею висот кожних двох сумiжних зубiв протяжки; руху подачi за цiєю схемою немає, вiн закладений у конструкцiї протяжки. Обробка здійснюється на протяжних верстатах протяжками.
При круглому i плоскому шлiфуваннi (рис. 8.3, е) головний рух завжди обертальний, вiн виконується iнструментом (шлiфувальним кругом). Оброблення здійснюється на шліфувальних верстатах шліфувальними кругами.
При круговому шлiфуваннi заготовка обертається i забезпечується кругова подача. Проте круг у багатьох випадках не може перекрити вiдразу всiєї заготовки, тому потрiбна ще й поздовжня подача (вздовж заготовки), яка здiйснюється заготовкою або кругом.
При плоскому шлiфуваннi поздовжня подача (рис. 8.3, д) найчастiше виконується заготовкою, а поперечна – шлiфувальним кругом або заготовкою.
Зауважимо, що в розглянутих основних видах обробки металiв рiзанням подача вiдбувається безперервно, за винятком подачi при струганнi, протягуваннi i поперечнiй подачi при плоскому шлiфуваннi, що виконується переривчасто. Розглянутi поняття головного руху i руху подачi не можуть бути у всiх випадках поширенi на обробку з електричними розрядами, ультразвуком та iн. Для виготовлення деталей з розмiрами високої точностi застосовують обробно-доводочнi операцiї: тонке ("алмазне") точiння, хонiнгування, суперфiнiшування, притирання тощо.
Найбільш поширеними видами механічної обробки заготовок у машинобудуванні є токарна, фрезерна обробка, свердлення, а також шліфування.
8.5. Металорізальні верстати
8.5.1. Класифікація металорізальних верстатів
Класифікація металорізальних верстатів налічує 9 груп: 1-токарні, 2-свердлильні та розточні, 3-шліфувальні та доводочні, 4-комбіновані та фізико-хімічної обробки, 5-зубо- та різеоброблюючі, 6-фрезерні, 7-стругальні, довбальні та протяжні, 8-відрізні, 9-різні. Кожна з цих груп має 9 підгруп. Класифікація є основою для маркування верстатів – перші дві цифри марки верстата вказують на його належність до певної групи та підгрупи, де представлено призначення, склад та принципи дії верстатів, найбільш поширених як на машинобудівних заводах, так і у механічних майстернях ремонтних, переробних та інших підприємств.