

8.5.3. Вертикально-свердлильний верстат
Складається з фундаментної плити 1, на якій змонтовано колону 2 (рис. 8.6). Нагорі колони встановлено коробку швидкостей 6, яка надає вертикальному шпинделю головий обертовий рух. На вертикальних напрямних колони розташована коробка подач, яка забезпечує поступальне вертикальне переміщення інструменту (свердла, зенкера), встромленого знизу до конічного вертикального отвору шпинделя. Заготовка закріплюється на столі 3 верстата у лещатах або іншому затискному пристосуванні (кондуктор, призма з прижимом, інше).
На вертикально-свердлильних верстатах, крім свердлення, здійснюють також інші види обробки отворів – зенкерування, розгортування, цекування, зенкування, нарізання різей та інші.
8.5.4. Фрезерні верстати
Фрезерні верстати мають фундаментну плиту, на якій встановлено станину 1 (рис. 8.7) з коробкою швидкостей.

а б
Рис. 8.7. Горизонтально-фрезерний (а) та вертикально-фрезерний (б) верстати
На вертикальних напрямних станини1 розташована консоль 7 з коробкою подач та робочим столом 4 нагорі. На рис. 8.7 коробка подач позначена 8.
Коробка подач забезпечує поздовжню, поперекову та вертикальну подачі стола. Інші позиції: 2 – коробка швидкостей, 3 – хобот, 5 – підвіска, 6 – поперечний супорт.
На столі закріплюється заготовка відповідно до виду обробки (рис. 8.8).
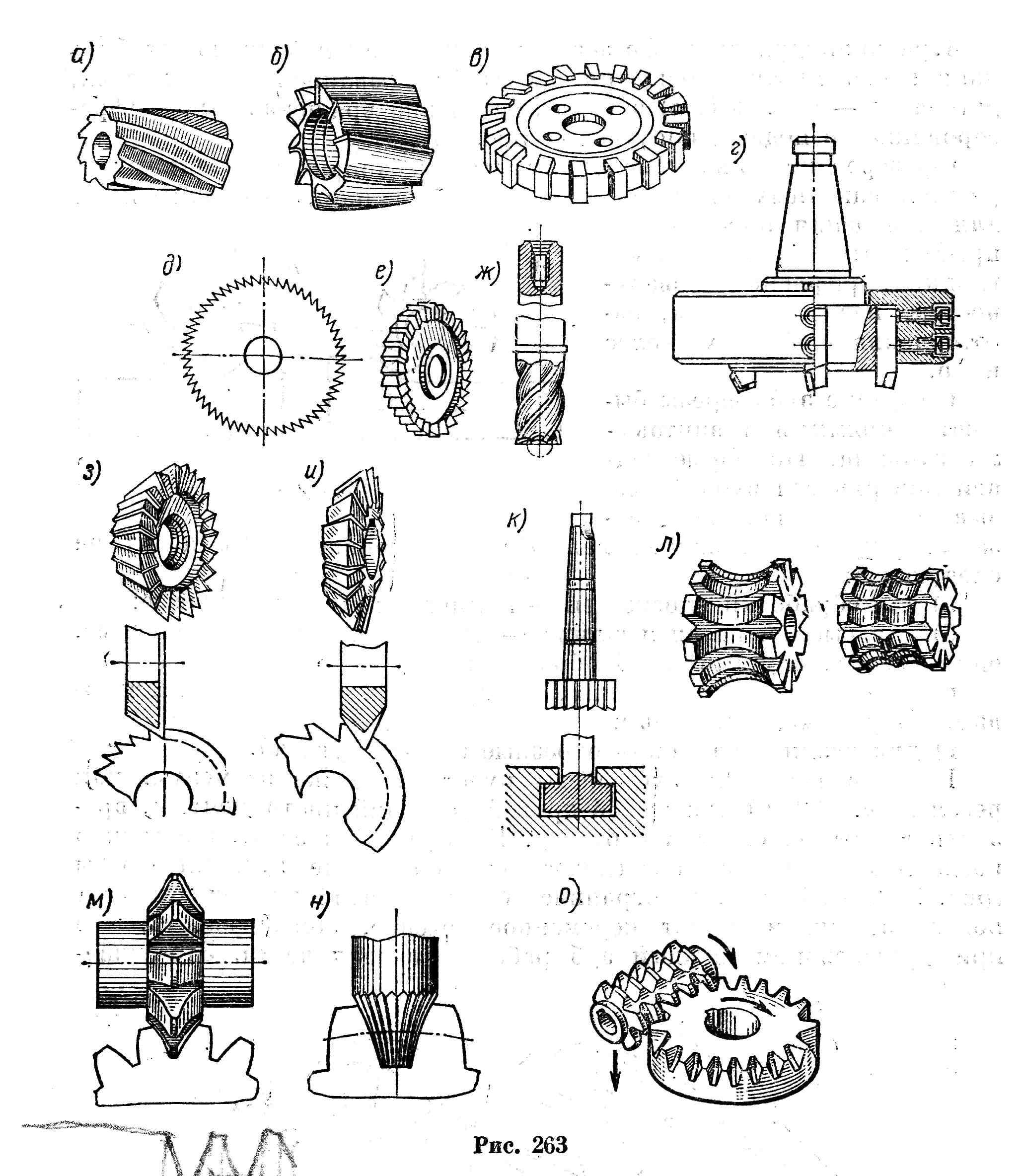
Рис. 8.8. Види фрез:
а, г – циліндрична та торцева для обробки плоских поверхонь; б, в – комбіновані для обробки уступів; д, е – дискові; ж – кінцева; з, и, к, л – фасонні для обробки похилих зубців, пазів типу «ластівчин хвіст», Т-подібних пазів та фасонних поверхонь; м, н, о – модульні фрези для нарізання зубців шестерень
Коробка швидкостей забезпечує обертання шпинделя (на рис. 8.7, б це позиція 4), на якому кріпиться оправка з інструментом. Горизонтально-фрезерний верстат має хобот 3 з підвіскою 5 для підтримки правого краю оправки з інструментом.
8.6. Зміцнюючі та оздоблювальні методи обробки заготовок
Існують такі основні методи обробки заготовок:
1. Термічна обробкасталевих заготовок:
помякшувальна – відпал, нормалізація;
зміцнююча – загартування та відпуск.
2. Поверхнева обробка заготовок:
хіміко-термічна – цементація, азотування, нітроцементація;
поверхневі покриття – гальванічні (хромування, нікелювання, цинкування, полуда, оксидування, фосфатування, борування), емалірування, полімерне покриття, вакуумне напилення, фарбування;
механічне поліпшення властивостей поверхні – дробоструйна обробка, накатування, алмазне випрасовування, суперфінішування, притирання, полірування.
8.7. Складання виробів та конструкцій
Складання – це сукупність операцій по встановленню деталей у робоче положення та з’єднанню їх у складальні одиниці згідно з технічними вимогами. Останні викладено у робочій документації, технологічних картах та інших документах.
Трудомісткість складання може сягати 35–40 % загальної трудомісткості виготовлення машини.
За розташуванням робочого місця складання може бути стаціонарним та рухомим (конвеєрним).
За компонуванням складання буває вузлове та загальне.
Технологічний процес складання містить операції підготовки деталей (добір та сортування для забезпечення якості посадок та інших з’єднань, підготовка крепіжних матеріалів – болтів, гайок, шайб тощо), слюсарні операції (миття, знежирювання, виготовлення прокладок, підгонка, припасовування, притирання, правка, обпилювання, шабрення), виконання з’єднань спряжених деталей (роз’ємних та нероз’ємних, рухомих та нерухомих – стопоріння, укручування, встановлення, запресування деталей), регулювання машини.
Як приклад наведемо технологію складання системи «корпус – вал – червячне колесо» червячного редуктора. На рис.8.9 показано конструкцію вказаної системи редуктора з побудовою розмірного ланцюга, що забезпечує складаність системи.
Конструктивні елементи: 1– корпус, 2 – кришка права, 3 – вал, 4 – конічний підшипник червячного колеса, 5 – червячнет колесо, 6 – прокладка, 7 – кришка верхня, 8 – середня площина червячного колоеса, 9 – вісь червяка, 10, 11 – гвинт, 12 – шпонка, 13 – кришка ліва, 14 – набір прокладок, 15 – червяк, 16 – втулка, 17 – конічний підшипник червяка.
Елементи розмірного ланцюга: ЕΔ– товщина набору прокладок між корпусом та лівою кришкою, Е1 – відстань від вісі червяка до торця корпусу, ДΔ-Е2– неспівпадіння вісі червяка та середньої площини червячного колеса, Е3– відстань від торця червячного колеса до вісі червяка Е4– довжина ступені вала, Е5– ширина підшипника, Е6– відстань від кришки до торця вала, Д1 – відстань між середньою площиною червячного колеса та торцем корпусу, Д2– товщина прокладки між корпусом та правою кришкою, Д3 – виступ кришки правої, Д4 – ширина підшипника, Д5 – довжина дистанційної втулки, Д6 – відстань від торця колеса до його середньої площини.
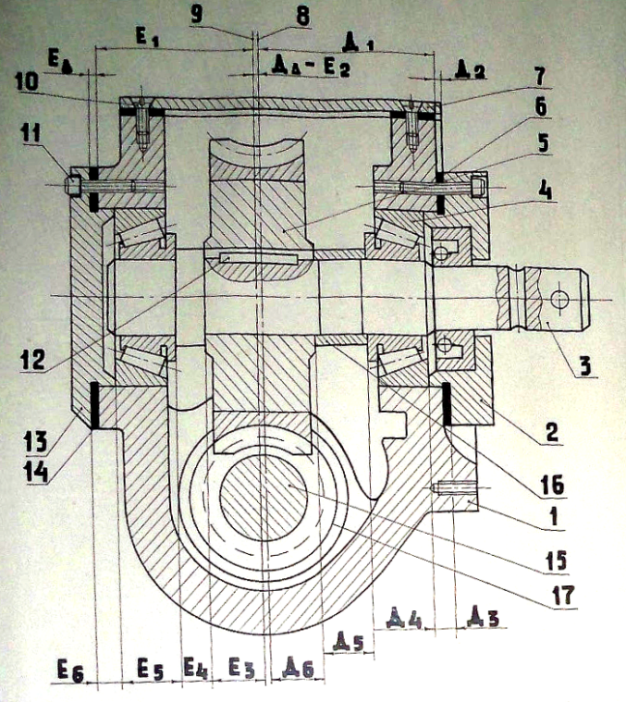
Рис. 8.9. Конструкція системи «корпус – вал – червячне колесо» червячного редуктора з елементами розмірного ланцюга, що забезпечує складаність системи
На рис.8.10 наведено технологічну схему складання вузла «корпус – вал – червячне колесо» червячного редуктора. Послідовність складання наступна.
По-перше, на червяк напресовуються підшипники, конструкція вставляється у корпус редуктора та встановлюються кришки підшипників з прокладками.
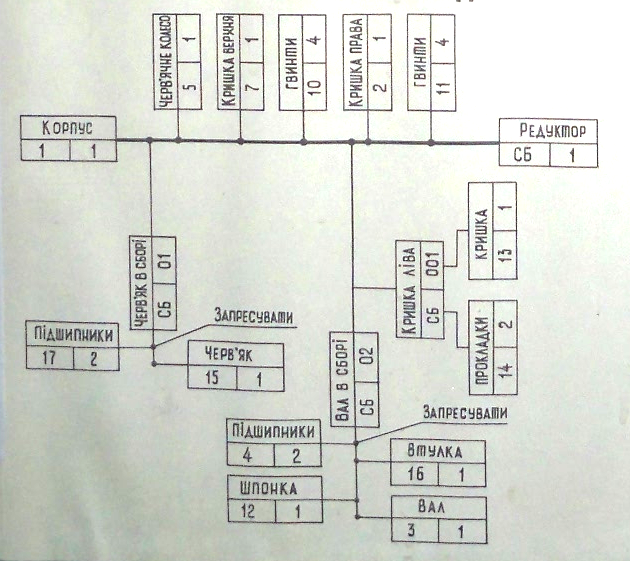
Рис.8.10. Технологічна схема складання вузла «корпус – вал – червячне колесо» червячного редуктора
По-друге, здійснюється складання вузла вала червячного колеса, при цьому на вал напресовують правий підшипник, встановлюють шпонку та втулку іприкріплюють цю конструкцію до корпусу, попередньо вклавши туди червячне колесо. Потім встановлюють праву кришку з прокладкою та сальником, після чого встановлюють лівий підшипник з кришкою та таким набором прокладок, щоб підшипники вала червячного колеса не були затиснути, але щоб й не було відчутного узвісного люфта вала. Після встановлення верхньої кришки складання редуктора закінчується.
Після складання здійснюються допоміжні роботи – наладка, центрування, врівноваження або балансування деталей та вузлів, що мають значні швидкості обертання, а також проводиться обкатка машини при мінімальних навантаженнях для початкового притирання та припрацьовування деталей.