

8.5.2. Токарно-гвинторізний верстат
Токарно-гвинторізний верстат призначений для виконання таких робіт (рис. 8.4):
точіння зовнішніх та внутрішніх циліндричних поверхонь;
точіння торцевих поверхонь;
свердлення, зенкерування, розгортання та розточування отворів;
нарізання зовнішніх та внутрішніх різьб різцем, плашкою та мітчиком;
точіння фасонних та сферичних поверхонь;
обкочування поверхонь роликами та накочування рифлів.
Основними характеристиками токарно-гвинторізного верстата є висота центрів (найбільш поширена – 200 мм) та максимальна довжина обробки (1200 мм).
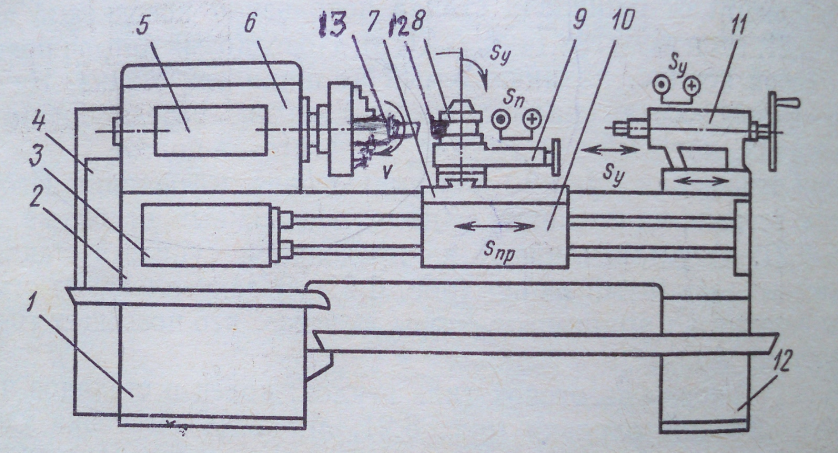
Рис. 8.4. Основні елементи токарно-гвинторізного верстата
Незалежно від типу, розміру та конструктивних особливостей, усі токарно-гвинторізні верстати мають спільні вузли (рис. 8.4). Станина 1 служить для з’єднання усіх (основних) вузлів та частин верстата. На ній встановлюється передня бабка 6, коробка подач 3, задня бабка 11 та супорт з фартухом 10. Передня бабка 6 розташовується на лівій частині станини. Вона має чавунний корпус, всередині якого розташована коробка швидкостей 5 та пустотілий горизонтальний вал (шпиндель). Коробка швидкостей надає обертальність шпинделю та дозволяє змінити частоту та напрям обертання. На правій частині шпинделя встановлено трикулачковий самоцентруючий патрон (планшайба або інший), у якому закріплено заготовку 13, що обробляється. Задня бабка 11 встановлюється на правій частині станини 1 і може переміщуватись по її направляючих. Вона використовується для закріплення ріжучого інструменту для обробки отворів (свердла, зенкера, розгортки й т.ін.) або заднього центру. По направляючих станини1 переміщується продольний супорт 7 та забезпечує продольну подачу. Поперечний супорт переміщується по направляючих продольного супорта перпендикулярно до осі обертання шпинделя. На ньому змонтований верхній супорт 9 з різцетримачем 8, у якому закріплено різець 12. Переміщення супортів визначається за допомогою лімбів, шо мають вигляд циліндричних барабанів з нанесеними на них позначками. Ціна однієї позначки лімба, тобто величина переміщення супорта при повороті рукоятки ручної подачі на одну позначку, характеризує точність верстата. Коробка подач 3 дозволяє змінити частоту обертання ходового вала чи ходового гвинта, а значить і величину подачі. Фартух10 перетворює обертальний рух ходового гвинта чи ходового вала у прямолінійний поступовий рух супорта. При нарізанні (різьбі) використовується ходовий гвинт, а в усіх інших видах токарної обробки використовується ходовий вал. Рухи, що виконують інструмент (рух різання) і заготовка (рух подачі) у процесі різання, називаються робочими. Рухом різання для токарного верстата є обертання заготовки. Воно забезпечує зняття стружки і називається головним рухом. Рух подачі забезпечує продольне чи поперечне переміщення ріжучого інструмента відносно заготовки. Швидкість різання на токарному верстаті вимірюється в метрах за хвилину, а подача в міліметрах на 1 оберт шпинделя. Залежно від довжини заготовки вона може встановлюватися на верстаті в центрах, в патроні чи комбінованим способом. Під час оброблення в центрах зацентровану заготовку встановлють у центрах передньої та задньої бабок. Передача обертального моменту здійснюється за допомогою поводкового патрона і хомутика – аналогічне закріплення показано на рис. 8.3, д стосовно круглого шліфування. Обробка із закріпленням заготовки у трикулачковому самоцентруючому патроні застосовується для коротких деталей (l ≤ 4 d). Більшість заготовок обробляються при комбінованому закріпленні – у патроні з піджимом рухомим центром задньої бабки. Точність такої установки нижче, ніж при встановленні в центрах. Різець закріплюється у чотирьохмісному поворотному різцетримачі 8 збоку передньої бабки таким чином, щоб його вершина збігалась з лінією центрів передньої та задньої бабок. Для того, щоб підняти вершину різця до лінії центрів, під його опорну поверхню встановлюють підкладки різної товщини. Оскільки підкладки зменшують жорсткість кріплення різця, їх застосовують не більше трьох. Контроль положення вершини різця по висоті виконують за допомогою підводу різця до вершини центра передньої чи задньої бабки. Різець треба закріплювати з мінімальним вилітом, що забезпечує зручну та безпечну обробку. Завеликий виліт різця збільшує його прогинання, зменшує жорсткість та викликає вібрації під час обточування. Безпечною вважають величину виліту різця меншу за півтори його висоти.
Налагоджування токарного верстата для обробки зовнішньої циліндричної noвepxнi здійснюється наступним чином.
Закріплюють заготовку в центрах (або у трикулачковому самоцентруючомупатроні) та різець у різцетримачі, встановлюють швидкості обертання шпинделя (коробка швидкостей) та подачі (коробка подач). Далі включають обертання шпинделя, підводять різець з обережним дотиком до оброблюваної поверхні та виводять його вправо за оброблювальну поверхню. Зважаючи на попередньо заміряний діаметр заготовки та діаметр на кресленні, встановлюють глибину чорнового різання по лімбу на рукоятці поперечної подачі супорта (різця). Включають подачу та здійснюють чорновий прохід. Зважаючи на останнє положення лімба, виводять різець вправо за межі зони різання. Зупиняють шпиндель, заміряють заготовку, після чого встановлюють по лімбу різець на номінальний розмір з мінімальним допуском, тобто встановлюють по лімбу глибину чистового проходу. Після здійснення чистового проходу відводять різець та зупиняють верстат, заміняють заготовку.
Оброблення наступних заготовок (рис. 8.5) здійснюють, встановлюючи по лімбу різець спочатку на чорновий прохід, а потім – на номінальний розмір i мінімальний допуск (глибину чистового проходу).
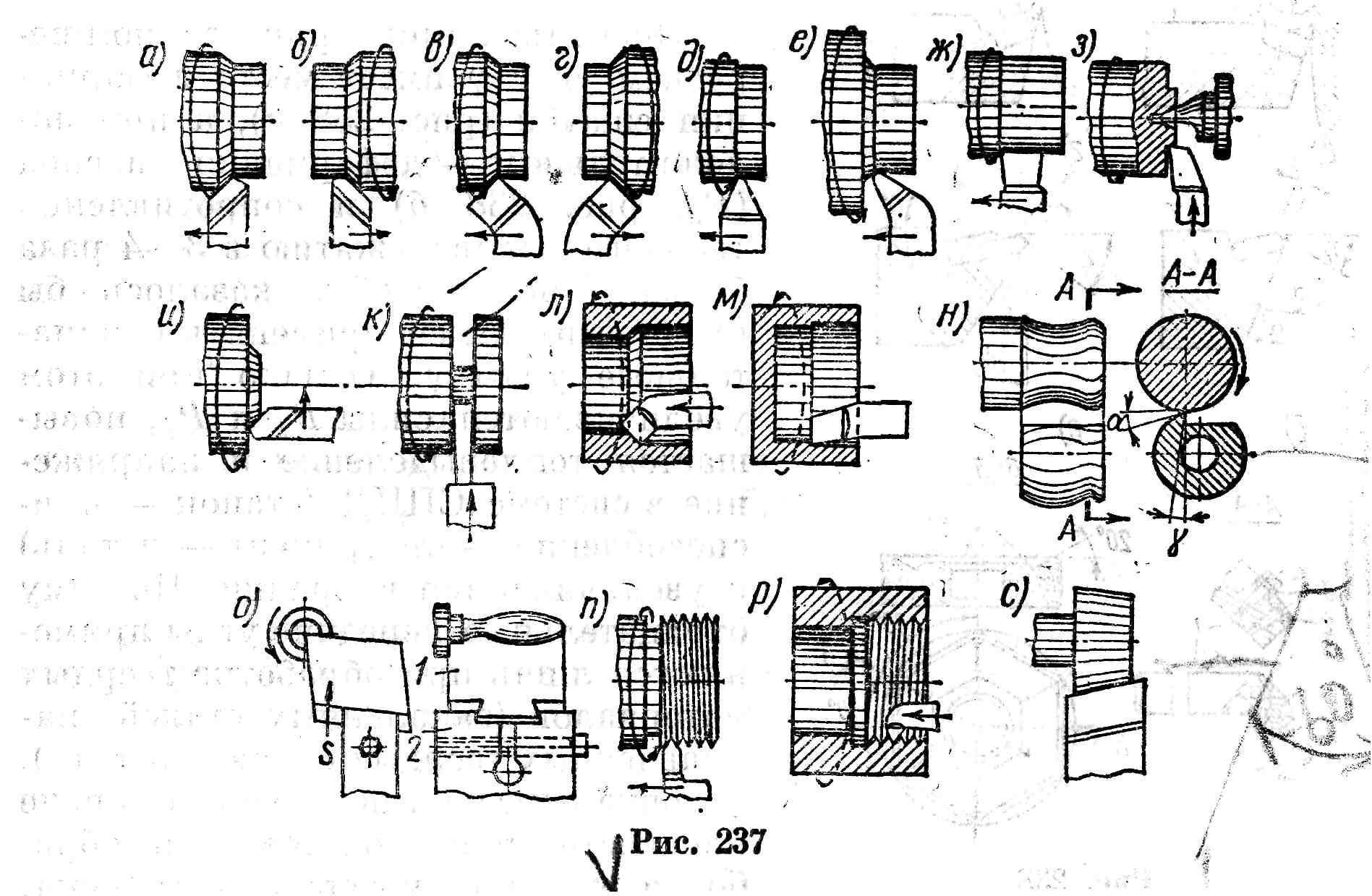
Рис. 8.5. Види обробки поверхонь на токарному верстаті:
а, б, в, г, д, е, ж – обточування зовнішньої циліндричної поверхні; з, и – підрізання торців; к – відрізання; л,м – розточування; н,о – обробка фасонних поверхонь; п,р – нарізання різей; с – накочування рифлів
Такі основні характеристики токарно-гвинторізного верстата.