

1 8 7 2 9 6 5 4 3 Сменные элементы а)
Рис.50. Приспособление для измерения размера профильной канавки
по роликам, а) «М» – размер, замеренный по роликам
1 5 4 3 2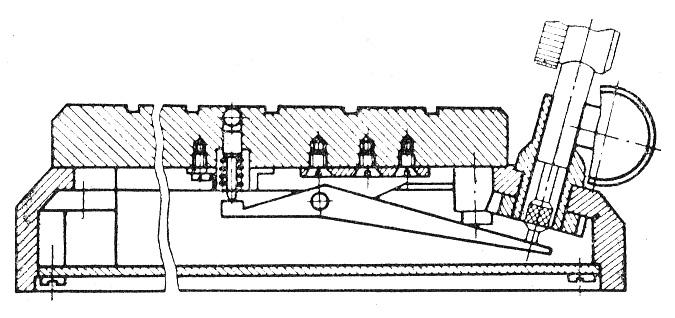





Рис. 51. Приспособление для измерения допуска плоскостности
деталей различной формы
6.3.4. Приспособление для измерения допуска плоскостности деталей различной формы (рис. 51).
Приспособление состоит из основания 1, внутри которого на оси закрепляется двухплечный рычаг 2. Одно плечо рычага связано с регистрирующим устройством 3, второе со специальным подпружиненном наконечником 4, который устанавливается в гнездо контрольного стола 5. На контрольный стол устанавливается измеряемая деталь и при перемещении детали по столу приспособления определяется допустимое значение допуска плоскостности.
6.4. Контроль взаимного расположения поверхностей
Отклонением расположения называется отклонение реального расположения рассматриваемого элемента от его номинального расположения. Номинальное расположение определяется непосредственно изображением детали на чертеже.
К отклонениям взаимного расположения поверхностей относятся: отклонения от параллельности и перпендикулярности плоскостей и осей; биение наружных поверхностей и торцов; отклонение от симметричности и соосности поверхностей; от пересечения осей и позиционный допуск.
6.4.1. Приспособление для проверки непараллельности плоскостей и осей.
Приспособление предназначено для контроля параллельности торцевых поверхностей деталей типа фланец, втулка, кольцо, а также допуска параллельности плоскости небольших корпусных деталей (рис. 52). Приспособление состоит из плиты 1, колонки 2, по которой перемещается зажим со штангой 3. В штанге закрепляется индикатор, деталь устанавливается на плоскость плиты и перемещаются на заданную длину под измерительным наконечником. Колебание стрелки индикатора покажет отклонение от параллельности.
Ø15Н7 1 2 3
Рис. 52. Приспособление для проверки
непараллельности плоскостей и осей
Для проверки поверхности торцевых плоскостей, проверяемую деталь устанавливают опорным торцом на плоскость плиты и центрируют по посадочному пояску сменной наладки оси-грибка, закрепленного в отверстии плиты диаметром 15Н7. Деталь центрируется по посадочной поверхности сменной оси-грибка.
На плите может быть закреплена рамка с двумя радиальными точечными упорами для центрирования детали по наружной цилиндрической поверхности
На приспособлении можно контролировать высотные размеры детали с настройкой индикатора по эталону.
6.4.2. Приспособление с центрами для проверки радиального биения (рис. 53). Приспособление состоит из корпуса 1, на котором размещены подвижная бабка 3 и неподвижная 2 с центрами или вставками с конусом Морзе для установки сменных грибковых центров требуемого диаметра (рис. 54). На корпус приспособления устанавливается индикаторная стойка 4.
2 1 3

Рис. 53. Приспособление с центрами для проверки радиального биения небольших валиков
4

Рис. 54. Приспособление с центрами для проверки радиального биения крупных деталей
6.4.3. Переналаживаемое приспособление с поворотной планшайбой для контроля биения поверхностей корпусных деталей (рис. 55).
В основании 9 приспособления закреплен шпиндель 7, на шпиндель монтируется планшайба 2, которая вращается во втулке 6 и опирается на упорный шарикоподшипник 8. Приспособление снабжено стойкой 1, которая может перемещаться по продольному Т-образному пазу корпуса 9. На стойке 1 закреплена штанга 4 с держателями и индикатором часового типа 5.
Проверяемая деталь устанавливается по посадочному диаметру и при вращении детали определяют величину радиального биения наружной или внутренней поверхности детали.
1 2 3 4 5 6 7 8 9
Рис. 55. Приспособление с поворотной
планшайбой для контроля биения
6.4.4. Приспособление предназначено для контроля расположения оси отверстия от торца в мелких деталях типа втулка, палец (рис. 56).
При контроле проверяемая деталь устанавливается по наружному диаметру в призму 5, а торцом упирается в корпус 1. По направляющим корпуса 1 перемещается ползун 2. Приспособление должно быть укомплектовано набором калибров. Калибр направляющей поверхностью (иногда выполненной в виде конуса) вводится во втулку, запрессованную в ползуне 2 и центрируется по отверстию проверяемой детали. Индикатор 3, закрепленный в державке 4 настраивается на нуль по эталону. Измерительный наконечник индикатора с торцом ползуна 2, отклонение положения которого отчитывается по индикатору.
3 1 2 4 5 D А А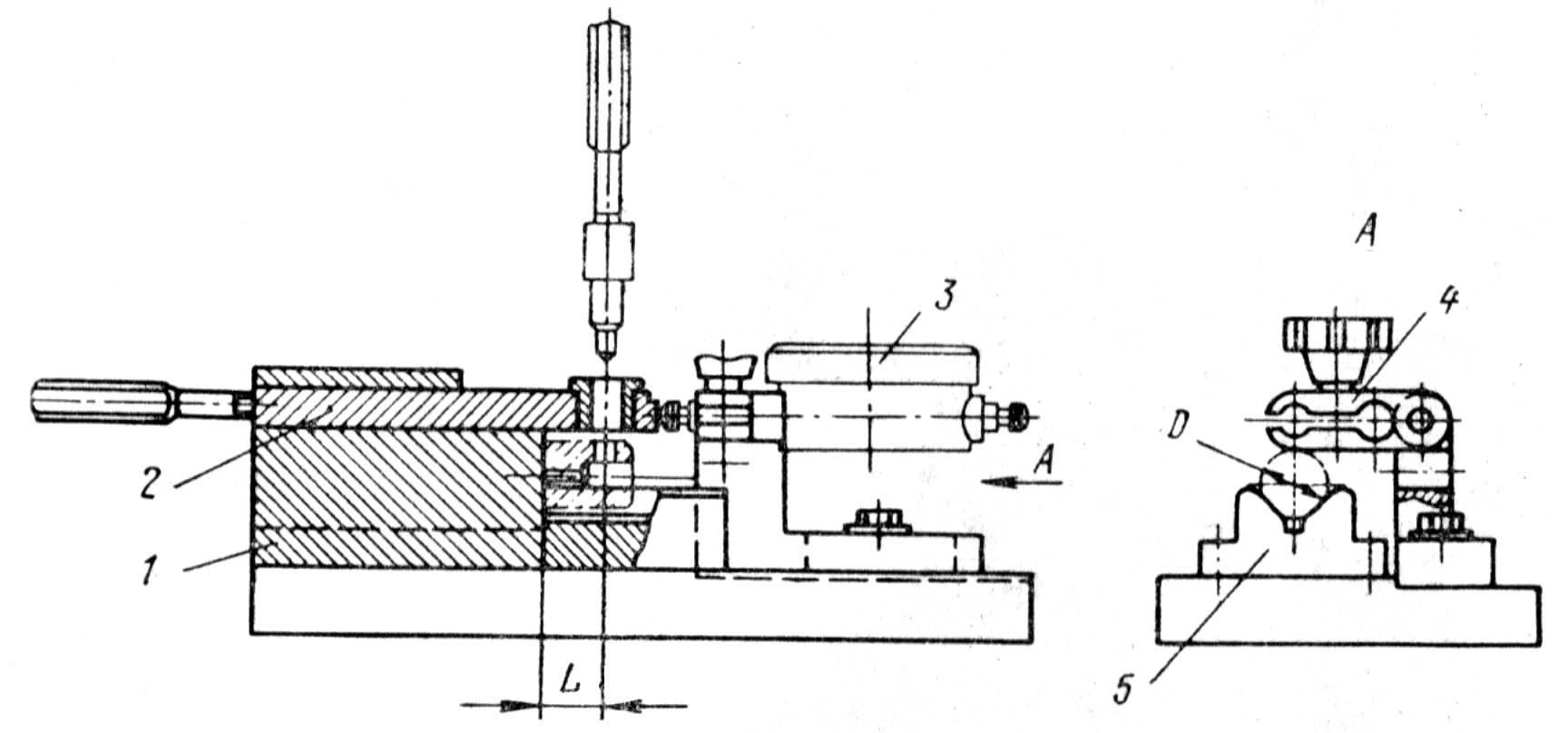
Рис. 56. Приспособление для контроля размеров
от торца до оси отверстия
6.4.5. Приспособление для контроля радиального биения внутренних шлицев в деталях типа втулок (рис. 57).
П
3 4
6 7 2 1 5


Рис. 57. Приспособление для контроля радиального
биения внутренних шлицев в деталях типа втулок