

- Охлаждение изделия.
Стадия охлаждения начинается с момента контакта заготовки с поверхностью охлаждаемой формы и заканчивается после охлаждения наиболее толстых участков изделия, примыкающих к горловине или днищу. Преждевременное извлечение изделий сопровождается размягчением соседних с горловиной участков и их необратимым деформированием.
Основным фактором на этой стадии является температура формы. Она не только отражается на качестве готовых изделий, но и определяет производительность процесса, так как охлаждение составляет от 50 до 75 % времени цикла формования. Поэтому широко используют интенсивное охлаждение форм различными хладагентами, подачу в полость изделия охлажденного воздуха, водяного тумана, жидкого азота и углекислоты. Однако охлаждение формы ниже 0-5 °С нецелесообразно из-за опасности ухудшения качества поверхности готовых изделий вследствие образования конденсата на поверхности формы.
Время охлаждения можно сократить понижением температуры расплава (может сопровождаться ухудшением качества поверхности готовых изделий) и повышением давления воздуха, что способствует улучшению теплоотдачи от изделия к стенке формы.
В результате охлаждения изделий их объем уменьшается вследствие естественной усадки. Наибольшая усадка наблюдается в диаметральном направлении, поскольку здесь развивается максимальная деформация при формовании изделия. Для получения выдувных изделий с одинаковой усадкой в продольном и поперечном направлениях необходимо, чтобы степень вытяжки была равна коэффициенту раздува.
- Раскрытие формы и извлечение изделия.
Форма раскрывается с помощью узла смыкания. Перед раскрытием формы из горловины изделия вынимается ниппель, а при автоматическом режиме одновременно отрываются приливы.
Изделия из раскрытой формы извлекаются под действием собственного веса, а в тех случаях, когда на боковых стенках возникают большие усилия, применяются толкатели (рис. 6.17). Вместо толкателей можно использовать сжатый воздух, который подается в форму через воздушные каналы в боковой стенке. При извлечении изделий толкателем в момент раскрытия формы 4 (рис. 6.17) выступающая часть толкателей 2 упирается в неподвижную плиту 5 и они останавливаются, а полуформа продолжает двигаться дальше, как бы отделяясь от изделия 3. Толкатель и изделие в момент выталкивания неподвижны, а форма относительно них перемещается. Приливы 1 выталкиваются толкателями одновременно с изделием.
|
|
Рис. 6.17. Извлечение изделия и приливов с помощью толкателей: 1 — приливы; 2 — толкатели; 3 — изделие; 4 — форма; 5 — неподвижная плита. |
Рис.6.18. Способ отделения прилива от изделия: 1 и 5 —левая и правая полуформы; 2 —толкатель; 3 — бобышка; 4 —прилив.
|
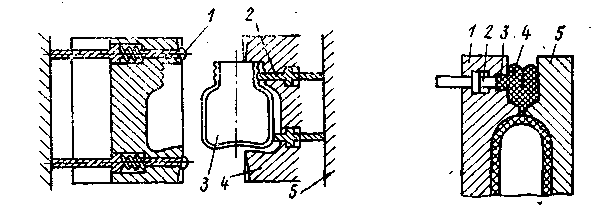
Чтобы оторвать изделие от прилива, на плоскости разъема формы предусматривают замок (рис. 6.18). При смыкании формы избыток материала затекает в отверстие с обратным конусом и после охлаждения там образуется удерживающая бобышка 3. В момент раскрытия формы прилив 4 остается на полуформе 1, а изделие движется вместе со второй полуформой 5. В результате прилив 4 отрывается от изделия. При последующем движении левой полуформы 1, толкатель 2, упирается в ограничитель и бобышка 3 прилива выталкивается из гнезда. Применение подобных приспособлений снижает трудоемкость и исключает ручные операции по доработке изделий. Для отделения приливов от изделия перед раскрытием формы можно также использовать специальные захваты.
Лекция №4 (продолжение)