

2. Смыкание формы и подвод узла впрыска
После окончания паузы, предусматриваемой по завершении операции извлечения отливки, изготовленной в предыдущем цикле, включается механизм смыкания. Смыкание формы осуществляется в результате перемещения подвижной плиты ТПА вместе с закрепленной на ней разъемной частью формы и создания определенного усилия. Усилие смыкания Nсм необходимо для исключения раскрытия формы в момент заполнения ее расплавом, оно должно быть равно:
![]() ;
;
где рф — давление в форме, усредненное по площади отливки; Fизд и Fл.c. — площадь изделия и литниковой системы в плоскости разъема формы.
В том случае, когда площадь отливки очень велика и расчетное усилие превышает максимальное усилие смыкания машины, отформованные изделия имеют толстый облой. Иногда по этой же причине может произойти раскрытие формы.
Подвод узла впрыска к форме производится отдельным механизмом, при этом сопло цилиндра упирается в литниковую втулку формы и создается необходимое давление, исключающее утечку расплава. В момент подвода узла впрыска сопло должно располагаться соосно с литниковым каналом формы.
3. Впрыск расплава
При осевом движении шнека вдоль цилиндра к соплу во время впрыска клапан шнека смещается, перекрывает каналы, исключая обратное течение расплава по винтовым каналам шнека. Расплав полимера под действием давления начинает течь через литниковую систему в формующую полость формы, заполняет ее, а затем под действием давления
Рис. 7.5. Схема
заполнения формующей полости расплавом
в струйном (а)
и в ламинарном (б) режимах:
1
— впускной литник; 2
—
стенки формы; 3
—
струя расплава;
4
— твердый
слой полимера; 5
—
фронт течения расплава.
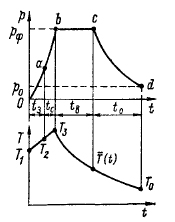
Рис. 7.4.
Цикл-диаграмма процесса
литья под
давлением:
0а
— заполнение
формы расплавом;
ab
—
сжатие; bc
— выдержка
под
давлением;
cd
—
охлаждение изделия

В зависимости от скорости впрыска и вязкости расплава изменяется количество теплоты, выделяющейся вследствие диссипации энергии вязкого течения, и происходит дополнительный разогрев полимера.
Изменение температуры при литье под давлением показано на рис. 7.4.
Характер заполнения формы расплавом зависит от скорости впрыска и размеров формующей полости. Так, при очень высокой скорости впрыска расплав после выхода из литников движется в формующей полости вначале зигзагообразно (рис. 7.5, а), а по мере заполнения полости формы расплавом происходит уплотнение отдельных зигзагов и струйный режим переходит в ламинарный — течение сплошным потоком, (рис. 7.5, б).
Н
Рис. 7.8. Заполнение
полости формы
расплавом при
наличии арматуры
или формующих
знаков:
1
— формующий знак;
2
—
линия спая.

После заполнения формы полимером происходит дальнейшее увеличение давления до заданного значения и сжатие расплава, вследствие чего плотность его возрастает. До значения рф давление повышается в течение короткого времени (доли секунды) (см. отрезок ab на рис. 7.4). Давление выбирается из условия достижения необходимой плотности расплава, чтобы в процессе охлаждения не происходило значительного уменьшения объема. При недостаточном сжатии увеличивается усадка изделия и могут образовываться раковины или утяжины.