

Термоформование Разновидности методов и особенности технологии
Основная особенность этого способа переработки полимерных материалов заключается в том, что формование изделий осуществляется не из расплава, а из заготовок полимерного материала (листа, пленки), нагретых до размягченного состояния. Известно несколько разновидностей термоформования:
вакуум-формование,
пневмоформование,
пневмовакуум-формование,
вытяжка свободная и с пуансоном,
штамповка и пр.
Все эти разновидности объединяются принципиальной общностью технологий, суть которых в следующем: полимерная заготовка нагревается до размягчения, приложенным усилием оформляется в изделие и затем охлаждается при сохраняющемся усилии формования.
Термоформованием перерабатываются большинство термопластов. Лучшие результаты получают на аморфных полимерах ПВХ, ПС, ПММ, ПК, перерабатывают этим методом и кристаллизующиеся полимеры ПЭВП, ПЭНП, ПП. Практически не термоформуются такие кристаллические термопласты, как ПА.
Ассортимент изделий, получаемых термоформованием, необычайно широк: от тарных емкостей объемом в доли кубических сантиметров до корпусных деталей, площадью в несколько квадратных метра.
К бесспорным достоинствам метода термоформования относятся:
простота технологии и машинного оформления,
низкая энергоемкость,
невысокая стоимость используемой оснастки,
возможность полной автоматизации процесса,
универсальность по виду перерабатываемых пластмасс, с упрощенным переходом от одного полимерного материала к другому.
Теория метода
Формование изделий из листовых, пленочных или иных заготовок производится в условиях нагрева полимера выше температуры размягчения Тр. В этом случае модуль упругости термопластов снижается приблизительно на два порядка, что резко уменьшает значение усилия формования. Температура формования изделия Тф существенно ниже температуры плавления полимера. Обе эти особенности и определяют главные технико-экономические достоинства метода.
Выбор значения Тф зависит от свойств перерабатываемого материала и наиболее наглядно иллюстрируется с помощью термомеханических кривых (рис. 14.1, б). Известно, что аморфные полимеры при нагревании выше Тр размягчаются и переходят в высокоэластическое состояние, начинающееся с Твэ. При дальнейшем нагревании до температуры начала плавления Тнп физическое состояние аморфного термопласта остается неизменным, что выражается в виде так называемого «плато» на ТМК (рис. 14.1, б, кривая 1). Следовательно, в интервале температур Твэ—Тнп полимер приобретает качества, позволяющие легко его деформировать, придавая листовой, пленочной или иной заготовке форму изделия.
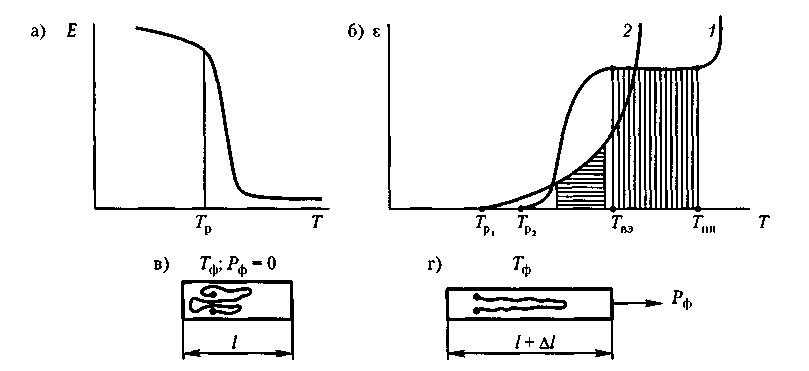 Рис.
14.1. Влияние температуры на изменение
свойств и состояние термопластов:
Рис.
14.1. Влияние температуры на изменение
свойств и состояние термопластов:
а — модуль упругости Е; б — термомеханические кривые кристаллизующегося (2)
и аморфного (1) термопластов; в и г — условно-схематическое молекулярно-конформационное
состояние термопластов при температуре формования Тф:
в — ненагруженное; г — нагруженное усилием Рф
Физико-химическая особенность высокоэластического деформирования состоит в том, что оно происходит за счет вытягивания макромолекул. Весьма упрощенно это можно проиллюстрировать с помощью рисунка 14.1, в и г. В положении «в» полимер не нагружен и макромолекула принимает форму квазиклубка, как термодинамически наиболее выгодную. После приложения усилия формования Рф полимерный образец удлиняется на l за счет вытягивания сегментов макромолекул в направлении вектора Рф. При этом положение концов макромолекул остается неизменным. Понятно, что чем плотнее и организованнее укладка макроцепей в исходной полимерной заготовке, тем сложнее осуществлять конформационные перестроения макромолекул и, соответственно, ее деформирование в размягченном состоянии. Поэтому температурный диапазон термоформования кристаллизующихся полимеров, во-первых, уже, чем у аморфных, и, во-вторых, сдвинут ближе к температуре плавления (рис. 14.1, б, кривая 2).
Новая надмолекулярная структура полимеров, подвергнутых термоформованию, является неравновесной. Это вызывает структурно-релаксационные процессы, темп которых зависит от температуры эксплуатации. Чем выше температура, тем быстрее «отдеформированный из заготовки образец» будет стремиться вернуться к своей исходной геометрической форме.
Таким образом, изделия, полученные методом термоформования, могут эксплуатироваться лишь при температурах, не превышающих Тр.