4 Выдержка под давлением
После заполнения формы расплавом происходит его охлаждение, в результате чего увеличивается плотность и уменьшается объем, занимаемый полимером. Вследствие уменьшения объема через литники в форму продолжает поступать дополнительная порция расплава и давление в ней поддерживается постоянным. Таким образом, после окончания операции впрыска наступает некоторое равновесие давлений в цилиндре машины и в формующей полости и течение переходит в медленное дополнительное нагнетание расплава (подпитку); последняя компенсирует уменьшение объема полимера в форме при его охлаждении.
В
Рис. 7.9.
Цикл-диаграмма литья при различных
режимах:
0abcd
—
оптимальный режим;
0ab"c"d"
—
высокое давление в форме; 0abc'fd'
—
малая выдержка под давлением

Давление при выдержке рассчитывают с учетом всех технологических параметров процесса, а также размеров литников. При правильно выбранном давлении после выдержки при охлаждении в формующей полости остается некоторое остаточное давление рост. Если чрезмерно увеличить давление в форме (диаграмма Оab"c"d" на рис. 7.9), то в конце цикла литья остаточное давление рост, будет очень большим. Под действием рост полимер плотно прижимается к стенкам формующей полости, силы трения возрастают, поэтому затрудняется извлечение изделий из формы и при выталкивании может произойти их разрушение.
Обратная картина наблюдается при малой выдержке под давлением или создании низкого давления в форме. Если сопло машины отводится раньше, чем произойдет охлаждение расплава в литнике, полимер вытекает из формы и давление падает (диаграмма Oabc'fd' на рис. 7.9). Из-за недостаточной компенсации усадочных процессов на изделиях в этом случае появляются утяжины и раковины (пустоты) или увеличивается усадка.
5. Охлаждение изделия
Фактически охлаждение расплава начинается сразу после впрыска расплава, однако как отдельная технологическая операция охлаждение задается с помощью реле времени по окончании выдержки под давлением. Таким образом, выдержка при охлаждении необходима для окончательного затвердевания расплава полимера и достижения определенной конструкционной жесткости изделий, исключающей их деформацию при извлечении из формы.
Температура полимера перед размыканием формы должна быть такой, чтобы при извлечении изделия не произошло его коробления или разрушения. В процессе охлаждения температура расплава уменьшается, а так как объем остается неизменным, то давление в форме снижается (отрезок cd на рис. 7.9).
Литьевые изделия могут иметь весьма разнообразную конфигурацию и размеры, поэтому на процесс охлаждения оказывает влияние разнотолщинность стенок, которая служит основной причиной появления внутренних остаточных напряжений. Если изделие имеет различную толщину стенок, то после охлаждения степень ориентации будет различной и это вызовет появление остаточных напряжений. При извлечении таких изделий из формы может произойти их коробление или с течением времени образуются микротрещины. Коробление возможно и у изделий, не имеющих разнотолщинности стенок, в случае их неравномерного охлаждения. Поэтому конструкция охлаждающих каналов формы должна обеспечивать равномерное температурное поле.
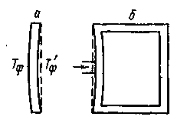
Рис.
7.10.
Коробление изделий вследствие
неравномерного
охлаждения (T’ф
> Tф)
(а)
и
при неправильном
расположении
литника (б").