

Каландрование Сущность метода
Каландрование — это технологический процесс получения плоского бесконечного полотна определенной ширины и толщины, осуществляемый за счет деформации расплава полимера в зазоре между вращающимися валками. Методом каландрования получают пленки, тонкие листы из жесткого или пластифицированного поливинилхлорида, полиэтилена, ацетатов целлюлозы, ударопрочного полистирола и других полимеров. Широкое применение находит каландрование для получения линолеума из высоко-наполненных композиций на основе поливинилхлорида.
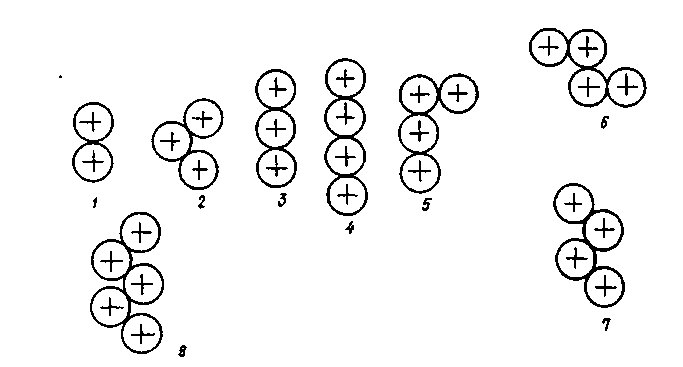
Каландры изготавливают двух-, трех-, четырех- и пятивалковыми. Схемы расположения валков приведены на рис. 16.2.
Треугольное, Z-, S- и W-образное расположение валков имеет преимущество, заключающееся в снижении взаимного влияния распорных усилий и соответствующих прогибов в соседних межвалковых зазорах. Валки производственных каландров могут достигать размеров 950—2800 мм (диаметр — длина).
|
Рис. 16.2. Схемы расположения валков каландра: 1, 3, 4 — вертикальное; 2 — треугольное; 5— Г-образное; 6— Z-образное; 7— S-образное; 8 — W-образное |
Операции процесса каландрования
Технологический процесс получения пленок или листов состоит из следующих операций:
1) смешение компонентов и нагревание композиции;
2) формование полотна;
3) охлаждение;
4) намотка или разрезание полотна.
Схема процесса каландрования показана на рис. 9.1.
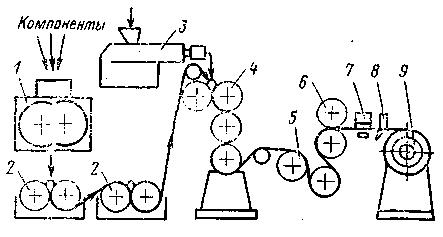
Рис. 9.1. Технологическая
схема изготовления изделий
каландрованием:
1 — смеситель; 2 — вальцы;
3 — шнековый смеситель;
4 — каландр; 5 — охлаждающие валки;
6 — тянущее устройство;
7 — толщиномер; 8 — устройство
для обрезания кромок;
9 — намоточный агрегат,
Исходные компоненты из дозаторов загружаются в смеситель 1, откуда смесь поступает на вальцы 2, где разогревается и дополнительно перемешивается. С вальцов масса в виде ленты направляется непосредственно на каландр 4 или в шнековый смеситель 3, а затем на каландр. Пленка полимера проходит охлаждающие валки 5, отводится тянущим устройством 6 и наматывается в виде рулонов на намоточном агрегате 9.
- Смешение компонентов и нагревание композиции
Для смешения компонентов применяют различные смесители в зависимости от вводимых компонентов. Предварительно смешанная масса поступает на вальцы или в двухшнековый смеситель, где происходит окончательное смешение, нагревание и гомогенизация. По мере перехода с одной ступени смешения на другую температура композиции постепенно повышается и перед подачей на вальцы она обычно равна или несколько выше температуры текучести полимера. С вальцов готовая композиция подается на каландры в виде ленты, которая срезается с валка специальным устройством, и лишь в отдельных случаях загружается периодически в виде скатанных рулонов. Однако этот способ не обеспечивает стабильного протекания процесса.
В случае применения двухшнековых или одношнековых смесителей на выходе из цилиндра устанавливается формующая головка, из которой композиция в виде ленты, пленки или жгута поступает на входные валки каландра. При подготовке массы в шнековом смесителе нагревание расплава происходит без доступа воздуха, поэтому исключается термическое окисление полимера. При этом расплав перед входом в головку проходит через фильтрующий пакет, что исключает попадание в пленку посторонних включений и повышает ее качество. В тех случаях, когда композиция подается на каландр в виде ленты или жгута, применяют качающиеся транспортеры, что способствует равномерному распределению массы по ширине валков и лучшему смешению компонентов — происходит усреднение состава композиции по ширине полотна и во времени.