

2.5.2. Течение расплава через сетки и формующую оснастку.
Расплав вращающимся шнеком продавливается через решетку, к которой прижаты металлические сетки. Сетки фильтруют, гомогенизируют и создают сопротивление движению расплава, на них теряется часть давления. Проходя через систему фильтрующих сеток, порции полимерного расплава с большей вязкостью задерживаются на сетках. Этого времени должно хватить для того, чтобы порция расплава достигла нужной температуры. Сверхвысокомолекулярные фракции полимера и различные примеси задерживаются сетками и через некоторое время их вместе с сеткой удаляют из цилиндра экструдера.
После прохождения сеток гомогенизированный расплав под остаточным давлением (Р = 5,0-35 МПа) продавливается в формующую оснастку и, приобретая определенный профиль, выходит практически под очень небольшим избыточным давлением из фильерной части головки.
Кривая 3 на рис. 18.5 показывает зависимость Q от Р. Количество расплава Qгол, выходящего через головку, можно представить следующим соотношением:
![]() (18.4)
(18.4)
где ΔР = Р- Рвых перепад давления в головке (здесь Р — давление на входе в головку — конец зоны III, Рвых — давление на выходе из головки); η — вязкость расплава в головке; К — постоянная, характеризующая сопротивление течению расплава в каналах и формующей части головки.
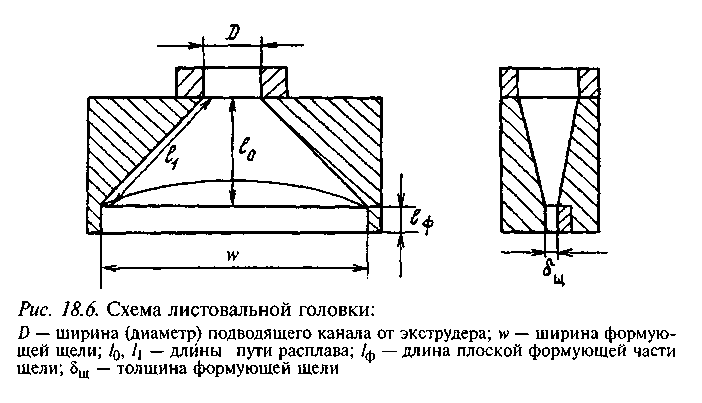
Для получения качественных изделий необходимо, чтобы заключительный отрезок пути lф расплава перемещался при постоянной толщине δщ формующей части (рис. 18.6). В этом случае происходит наиболее полное выравнивание скоростей движения расплава, проходят релаксационные процессы, ликвидируется пульсация и т. д. Чем длиннее lф (больше lф / δщ), тем меньше пульсация расплава. В зависимости от типа выпускаемого изделия и требований к точности его размеров значения lф / δщ находятся в пределах 20-60.
2.5.3. Работа экструдера в сочетании с головкой.
Поскольку экструдер работает вместе с головкой, то производительность его находится путем совместного решения уравнений (18.3) и (18.4) или графически (см. рис. 18.5) как точка пересечения прямых 1 или 2 с прямой 3. Точки пересечения а и б называются рабочими точками экструдера.
Упрощенный аналитический расчет Q машины с одним шнеком, уменьшающейся глубиной нарезки канала шнека с учетом сеток и головки можно производить по формуле:
![]() ;
;
где Q — производительность, см3/мин; α, β, γ — постоянные прямого и обратного потоков и потока утечек, см3 [см. уравнение (18.3)]; К — постоянная головки, сеток, решетки, см3.
Для различных головок значения К различны и рассчитываются по соответствующим формулам общего вида
 (18.6)
(18.6)
где Ki — коэффициент сопротивления каждого из элементов головки, сеток и решетки.
Реальные зависимости Q = f(Р) (см. рис. 18.5) не являются прямолинейными. Зоны экструдера, формующей оснастки имеют различный внешний обогрев, кроме того, в зависимости от интенсивности вращения шнека в расплаве выделяется разное количество тепла. Поэтому такие важнейшие характеристики, как вязкость и плотность расплава, зависят от температуры и не являются строго постоянными. Эти и другие факторы ведут к отклонению зависимостей (18.3) и (18.4) от прямолинейности.