

2.4.2. Технологические зоны экструдера.
Зона загрузки. Полимер в виде гранул, порошка или непрерывной ленты (экструзия резиновых смесей) поступает через загрузочную воронку в винтовой канал червяка и увлекается им за счет разницы сил трения между полимером и стенкой цилиндра и полимером и стенками винтового канала. Очень грубой аналогией движения полимера на этой стадии является взаимодействие винта и гайки. Представим, что масса поступающего через бункер полимера — это гайка, а червяк — винт. При вращении винта «гайка» начинает перемещаться вдоль винта. Следует лишь иметь в виду, что эта «гайка» имеет возможность проскальзывать относительно стенок цилиндра, препятствующих ее вращению. Поэтому расстояние, на которое перемещается такая гайка-полимер за один оборот червяка, не равно шагу нарезки; за счет проскальзывания полимера относительно стенок оно во много раз меньше.
По мере движения полимера по червяку в нем развивается высокое гидростатическое давление. Силы трения, возникающие па контактных поверхностях при движении полимера, создают работу трения. Выделяющееся при этом тепло идет на нагревание полимера. Некоторая часть тепла подводится также и за счет теплопроводности от стенок цилиндра.
Верхний предел, до которого нагревают стенку на этом участке экструдера, определяется коэффициентом трения и его температурной зависимостью. При слишком высокой температуре стенки интенсивные тепловыделения за счет работы внешнего трения при недостаточном теплоотводе приводят к преждевременному плавлению пристенного слоя полимера. При этом сила трения резко уменьшается, полимер начинает полностью проскальзывать относительно стенки цилиндра, и его движение вдоль червяка прекращается. При нормальном температурном режиме вначале образуется достаточно длинная пробка полимера, которая проталкивается силами трения по винтовому каналу. Длина пробки должна быть достаточно велика для того, чтобы развивающаяся вследствие относительного движения продольная толкающая сила могла протолкнуть полимер через зону плавления.
По
мере продвижения твердой пробки по
каналу червяка давление в ней возрастает,
пробка уплотняется, поверхность
пробки, соприкасающаяся с внутренней
стенкой цилиндра, нагревается, и на
ней образуется тонкий слой расплава.
Постепенно толщина этого слоя δ
увеличивается, и в тот момент, когда
она станет равна толщине радиального
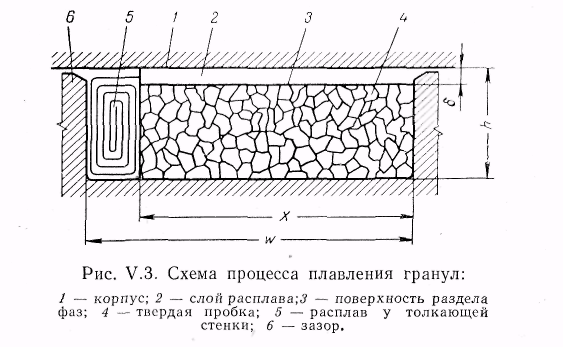 зазора
между стенкой корпуса и гребнем нарезки
червяка, последний начинает соскребать
слой расплава со стенки, собирая его
перед своей толкающей гранью. Это сечение
червяка является фактически концом
зоны питания и началом зоны плавления.
зазора
между стенкой корпуса и гребнем нарезки
червяка, последний начинает соскребать
слой расплава со стенки, собирая его
перед своей толкающей гранью. Это сечение
червяка является фактически концом
зоны питания и началом зоны плавления.
Зона плавления. В пределах зоны плавления полимерная пробка расплавляется под действием тепла, подводимого от стенки корпуса, и тепла, выделяющегося в тонком слое расплава за счет работы сил вязкого трения. На рис. V. 3 представлено сечение червяка на этом участке плоскостью, нормальной к оси винтового канала. Суммарный эффект поступательного движения полимерной пробки и вращения червяка проявляется в относительном движении между стенкой корпуса и пробкой в направлении, показанном стрелкой. Под действием этого движения в тонком слое расплава, образовавшемся на наружной поверхности пробки, возникает течение, направленное к толкающей стенке канала. Этот поток расплава натыкается на толкающую стенку и направляется вдоль нее, оттесняя материал пробки к передней стенке. В результате этого высота пробки остается примерно постоянной, а ширина по мере продвижения по червяку постепенно уменьшается.
Описанный механизм плавления пробки реализуется при ее движении по каналу до тех пор, пока сохраняется достаточная прочность пробки, т. е. пока ее ширина больше 0,1-0,2 ширины винтового канала. Как только ширина пробки уменьшается до этих значений, циркуляционное движение в слое расплава, собирающемся перед толкающей стенкой, разрушает остатки пробки, дробя ее на мелкие куски. Сечение червяка, в котором начинается дробление пробки, можно считать концом зоны плавления. От этого сечения и до конца червяка расплав полимера движется в зоне дозирования.
З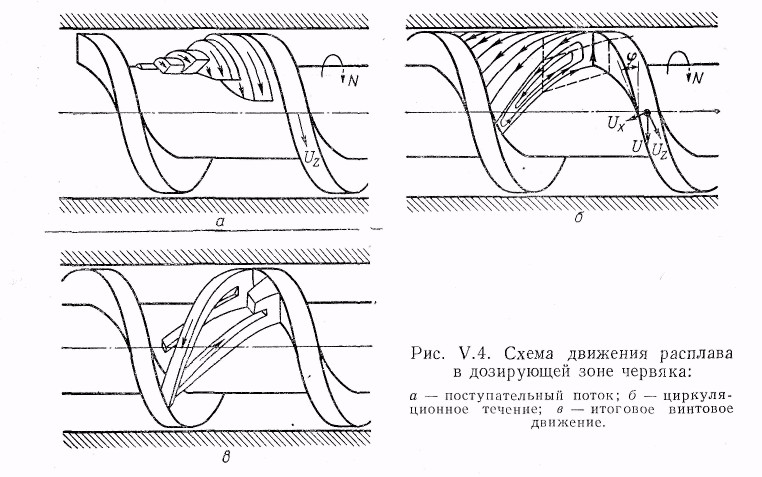 она
дозирования. Течение
расплава в зоне дозирования происходит
под действием сил вязкого трения,
развивающихся вследствие относительного
движения червяка и стенок цилиндра,
подобно течению жидкости в винтовых
насосах — по винтовой траектории
(рис. V.
4).
Принято представлять это течение как
сумму двух независимых движений:
поступательного движения расплава
вдоль оси винтового канала (рис. V.
4, а)
и
циркуляционного (кругового) движения
в плоскости хоу,
нормальной
к оси винтового канала (рис. V.4,
б).
она
дозирования. Течение
расплава в зоне дозирования происходит
под действием сил вязкого трения,
развивающихся вследствие относительного
движения червяка и стенок цилиндра,
подобно течению жидкости в винтовых
насосах — по винтовой траектории
(рис. V.
4).
Принято представлять это течение как
сумму двух независимых движений:
поступательного движения расплава
вдоль оси винтового канала (рис. V.
4, а)
и
циркуляционного (кругового) движения
в плоскости хоу,
нормальной
к оси винтового канала (рис. V.4,
б).
Объемный расход поступательного течения определяет производительность экструдера и, следовательно, лимитирует скорость движения пробки гранул в пределах зон питания и плавления. Циркуляционное течение возникает вследствие существования составляющей скорости относительного движения в направлении, перпендикулярном оси винтового канала, увлекающей расплав в этом направлении. Двигаясь поперек канала, поток встречает толкающую стенку и направляется вдоль нее ко дну канала, а затем в обратную сторону. Циркуляционное течение обеспечивает гомогенизацию расплава, выравнивает распределение температур и позволяет использовать экструзию для смешения.
В начале зоны дозирования температура расплава равна температуре плавления. Продвигаясь в зоне дозирования, полимер продолжает разогреваться как за счет подвода тепла извне, так и за счет тепла, выделяющегося вследствие интенсивной деформации сдвига. Одновременно идет процесс гомогенизации расплава. Происходит окончательное расплавление мелких включений и выравнивание температурного поля. Для нормальной работы экструдера необходимо, чтобы расплав, поступающий к головке, имел заданную, однородную по сечению температуру. Поэтому время пребывания расплава в зоне дозирования должно быть достаточно для его прогрева и гомогенизации.
Для правильного анализа процесса экструзии надо рассматривать совокупность всех его стадий, соблюдая условие постоянства материального расхода полимера для любого сечения червяка.
Лекция №3.