

2.5.4. Влияние различных параметров на процесс экструзии.
Процесс экструзии является непрерывным. Поэтому он должен отличаться стабильностью технологических параметров. Рассчитать параметры экструзии можно было бы, если учесть:
конструктивные переменные экструдера и головки
переменные процесса – условия, в которых протекает процесс: скорость вращения шнека, температура по зонам цилиндра, головки и др.
свойства перерабатываемого полимера – вязкость, плотность, теплофизические свойства.
Однако общая и полная теория процесса пока до сих пор не разработана и поэтому рассчитать параметры экструзии можно лишь в некоторых частных случаях.
К технологическим параметрам экструзии относятся:
Температура материального цилиндра по зонам; производительность; давление, развиваемое шнеком; температура экструдата; потребляемая мощность.
При работе экструзионного агрегата все эти параметры связаны между собой, и изменение одного из них вызывает соответствующее изменение других.
У технолога в руках имеется возможность влиять на параметры экструзии (управлять процессом) через:
1) изменение температурного режима по зонам;
2) изменение числа оборотов.
Оптимальным считается такой режим работы экструзионной машины, когда достигнута максимальная производительность при хорошем качестве экструдируемых изделий. Это не означает, что при таком режиме увеличение производительности уже становится невозможным, однако оно обязательно должно привести к снижению качества готовой продукции.
Лекция №4
Тема 2.2. Технология формования изделий из пластмасс методом выдувания. 2.2.1.Экструзионно-выдувное формование.
|
2.2.1. Экструзионно-выдувное формование.
2.2.1. Общие сведения.
В этом методе с помощью экструдера формуется заготовка в виде трубки (называемой также рукавом или чулком), которая затем поступает в форму, где и происходит процесс формования изделия за счет создания внутри заготовки повышенного давления воздуха.
Благодаря высокой производительности и высокому уровню автоматизации этот метод является в настоящее время основным способом формования полых изделий и позволяет получать изделия объёмом от нескольких миллилитров до нескольких сотен литров.
2.2.2.. Технологическая схема экструзионно-выдувного формования
Технологический процесс состоит из следующих операций:
1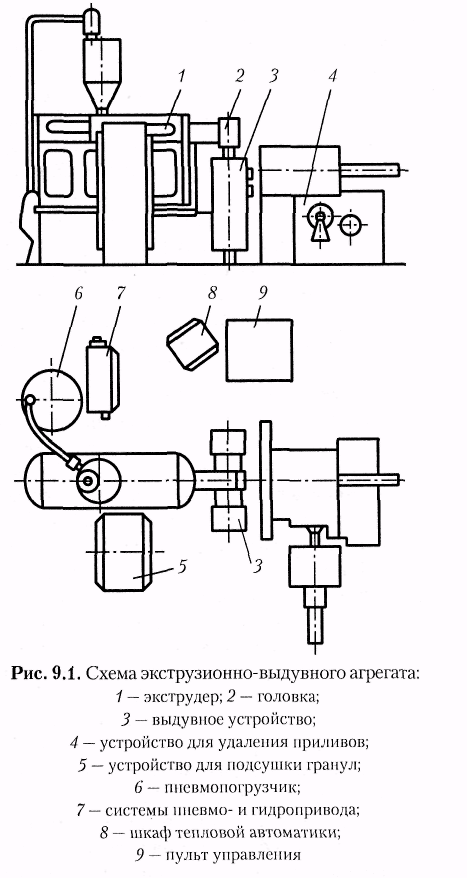 )
подготовка расплава (плавление,
гомогенизация и дозирование);
)
подготовка расплава (плавление,
гомогенизация и дозирование);
2) выдавливание трубчатой заготовки;
3) смыкание формы и обрезка трубчатой заготовки;
4) формование изделия (раздув);
5) охлаждение изделия;
6) раскрытие формы и извлечение изделия.
Операционная схема процесса показана на рис. 6.1.
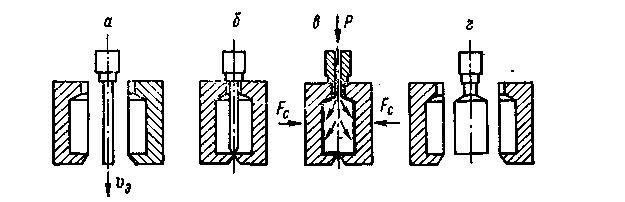
Рис. 6.1. Операционная схема изготовления изделий выдуванием из трубчатых заготовок:
а — выдавливание трубчатой заготовки; б — смыкание формы; в — формование изделия; г — размыкание формы.
Для изготовления полых изделий применяются, как правило, экструдеры сравнительно небольших размеров, с диаметром шнека 50-90 мм. Поскольку сопротивление головки сравнительно невелико, а основным требованием является получение расплава с высокой однородностью, длина шнека также не превышает 15-18 D. Схематически процесс производства полых изделий можно представить следующим образом (рис. 9.1). Расплавленный и гомогенизированный в экструдере материал выдавливается из головки вниз в виде трубчатой заготовки, которая попадает в открытую к этому моменту форму. После того, как длина заготовки достигнет необходимой величины, полуформы смыкаются, зажимая нижний и верхний края заготовки своими буртами (пресс-кантами). При этом происходит сварка нижнего конца заготовки и оформление отверстия на ее верхнем конце (или наоборот). После замыкания формы в нее через дорн или ниппель подается сжатый воздух, под действием которого размягченный материал рукава принимает конфигурацию внутренней полости формы. В результате соприкосновения с холодными стенками формы полимер затвердевает; далее форма раскрывается, готовое изделие извлекается и направляется на окончательную обработку (удаление приливов, снятие заусенцев и т. п.).
Производство полых изделий осуществляется на специальных агрегатах, снабженных (помимо экструдера) механизмом перемещения, разъема и смыкания формы с гидравлическим или пневматическим приводом. Так как процесс формования распадается на две неравные по продолжительности стадии: короткую стадию выдавливания заготовки и длительную — формования и охлаждения изделия, то для повышения производительности большинство агрегатов выполняется либо многопозиционными, с несколькими формами, либо — особенно при производстве изделий небольшого объема — снабжается двух- и более канальной формующей головкой, иногда с несколькими мундштуками на каждом из каналов. В первом случае процессы получения заготовки и оформления изделия разобщены и происходят в одной форме, но в различных позициях агрегата; во втором — поток материала из экструдера поступает периодически в один или группу соединенных параллельно мундштуков, через которые заготовки попадают в форму.