

8 Плазменная резка
Процессы плазменной сварки и резки отличаются лишь величиной отдельных параметров. Если увеличить ток в плазменной сварочной горелке и поток газа, то плазменная струя будет проплавлять насквозь металл небольшой толщины и процесс сварки перейдет в процесс резки, что иногда используется на практике.
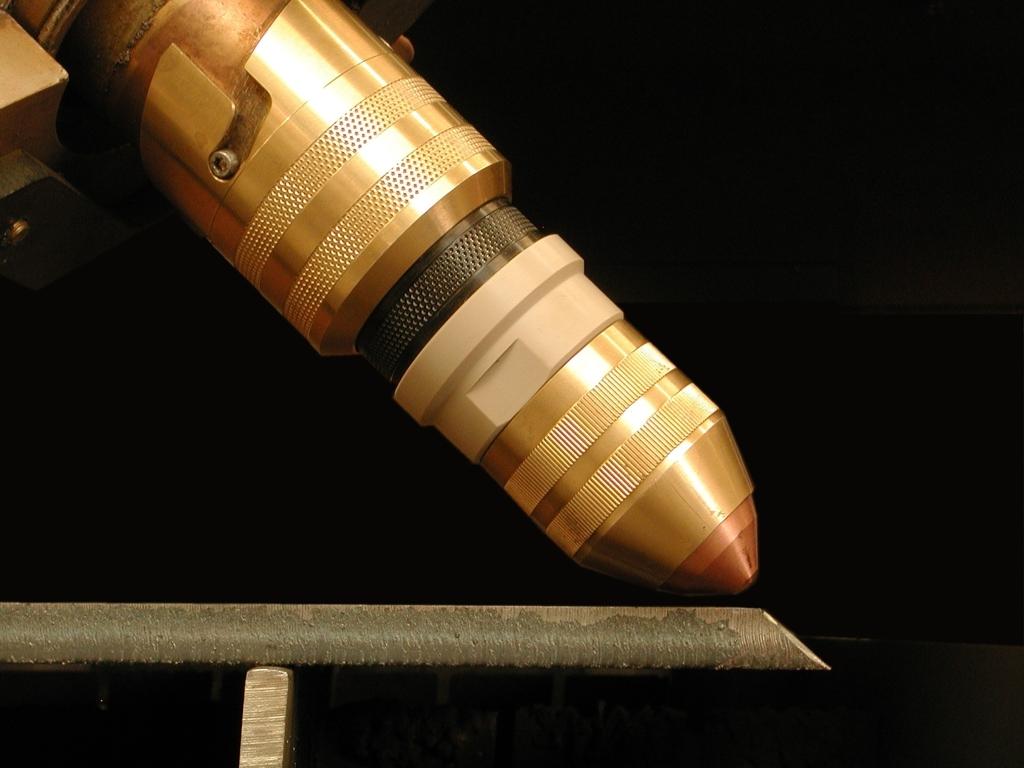
Рисунок 18 Плазмотрон для резки
Горелка для плазменной резки, или плазменный резак, в настоящее время чаще называется плазмотроном.
Плазмотрон для резки отличается от плазменной сварочной горелки размерами, большей электрической мощностью, большим расходом газа, обязательным водяным ох расходом газа, обязательным водяным охлаждением. Наиболее существенные части плазмотрона — электрод и сопло для выхода газа, образующего плазменную струю (рисунок 18). Раньше материалом электрода служил исключительно вольфрам. В отдельных конструкциях плазмотронов были попытки применять электроды угольные (графитные) и водоохлаждаемые медные, но значительного применения они не получили. С 1966 г. началось применение для электродов металла циркония.
На рисунке 19 представлена схема стабилизации дуги.

а-концентрическая; б-вихревая
1-защитный газ; 2-рабочий газ
Рисунок 19 – Схема стабилизации дуги
9 Воздушно-плазменная резка
Основное затруднение при осуществлении плазменной сварки на обычном атмосферном воздухе состояло в создании электрода, стойкого при нагреве в воздухе. Система двойного газа оказывалась слишком сложной и требовала дефицитных газов, хотя и в меньшем количестве.
Появление циркониевого электрода в корне изменило вопрос о газах для плазменной резки. Цирконий имеет не очень высокую температуру плавления, около 1900° С и большое химическое сродство к кислороду и азоту, — он активно соединяется с ними, образуя весьма тугоплавкий окисел и нитриды. Нагретый окисел на поверхности электрода проводит ток дуги и в то же время защищает металл от дальнейшего окисления. Появилась реальная возможность использования атмосферного воздуха для плазменной резки.
При плазменной резке углеродистых сталей наряду с очень высоким качеством реза обеспечивается и высокая производительность резки. По-видимому, здесь играет роль кислород воздуха, сжигающий металл и ускоряющий резку. Существенное преимущество плазменной резки — практически мгновенный старт, в то время как газокислородная резка требует 5—20 сек, на нагрев металла при начале каждого реза.
На рисунках 20–24 представлены примеры плазменной резки и сравнение её с газовой резкой металлов.

Рисунок 20 – Плазменная резка листа
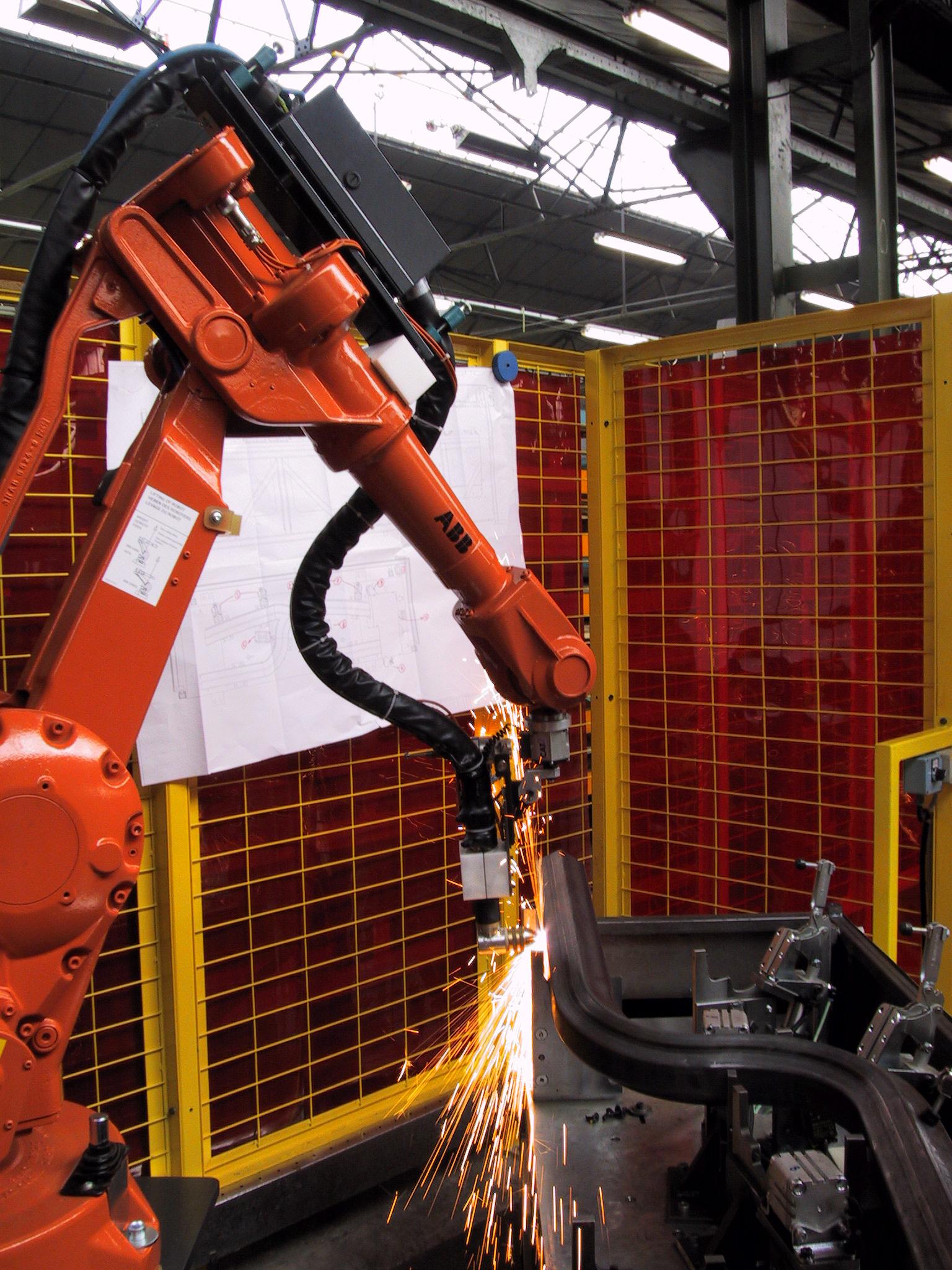
Рисунок 21 – Пространственная резка


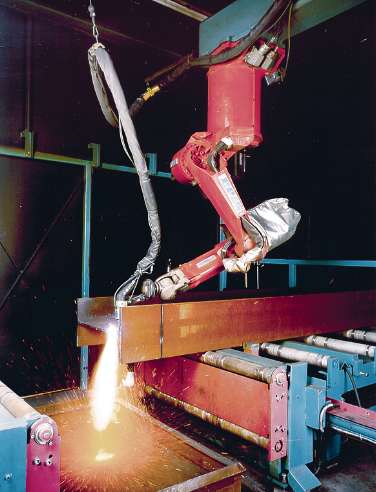
Рисунок 22 –Примеры плазменной резки

Газовая 13:42 мин Плазменная 4:32 мин
Рисуногк 23 – Сравнение плазменной и газовой резки

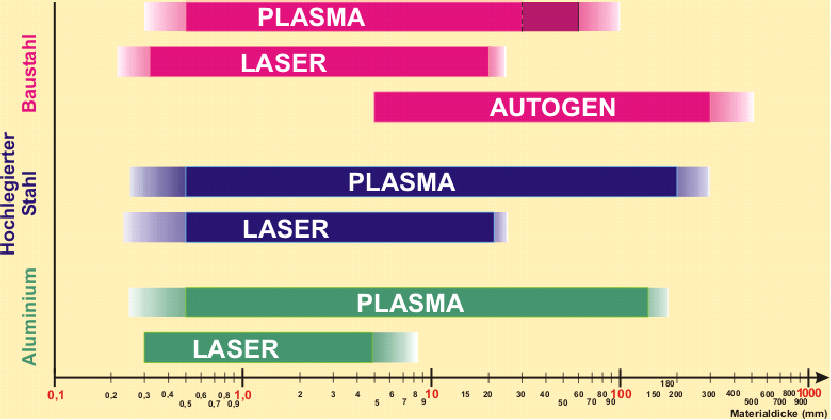
Рисунок 24 – Скорость резки и область применения в зависимости от толщины металла
10 Порядок проведения работы
10.1 Изучить методические материалы по сварке и резке металлов.
10.2 Изучить сварные соединения, полученные разными методами сварки.
10.3 Получить деталь со сварным швом.
10.4 Для проверки качества сварного шва приготовить известковый раствор. Для этого мел измельчить и растворить в воде. Далее приготовленный раствор равномерно нанести на поверхность шва. Дать высохнуть.
10.5 С обратной стороны намочить шов керосином.
10.6 С лицевой стороны проверить шов на наличие пятен на известковом покрытии.
10.7 Оформить отчет.