

3 Обработка заготовок на станках токарной группы
Станок (рисунок 52) состоит из станины 9, передней бабки со шпинделем и коробкой скоростей 2, задней бабки 6, коробки подач 2, суппорта, состоящего из фартука 3 и поперечных салазок 4, ходового винта 7 и ходового вала 8, узлов системы смазки станка и подачи смазочно-охлаждающей жидкости в зону резания, а также привода и устройства управления станком. Станина станка состоит из чугунной постели, расположенной на двух тумбах, и направляющих, по которым перемещается суппорт и задняя бабка. Передняя бабка является коробкой скоростей с главным валом — шпинделем. Коробка подач служит для изменения числа оборотов ходового винта или ходового вала. Задняя бабка предназначена для закрепления детали в центрах или установки инструмента для сверления, зенкерования и других операций. Суппорт станка предназначен для закрепления инструмента и его перемещения с заданной подачей. В резцедержателе суппорта устанавливают резцы.
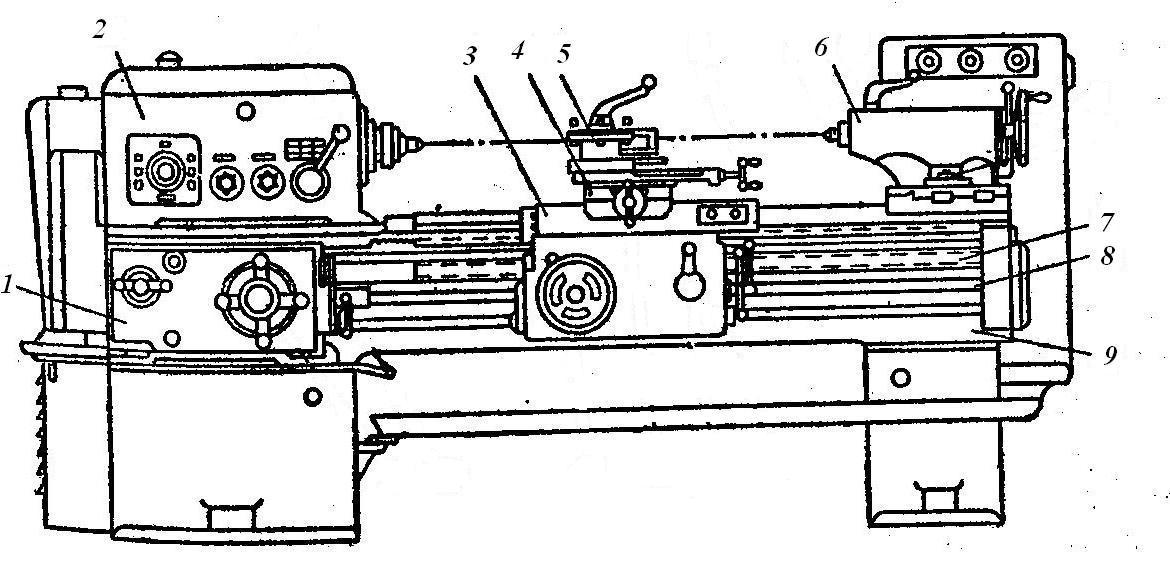
1- коробка подач; 2- передняя бабка; 3- фартук; 4-поперечные салазки;
5- резцедержатель; 6- задняя бабка; 7- ходовой винт; 8- ходовой вал;
9- станина станка
Рисунок 52 – Схема токарно-винторезного станка:
Лобовые токарные станки (рисунок 53) служат для обработки коротких деталей большого диаметра. Передняя бабка 1 с планшайбой 2 имеет большую высоту центров, короткую станину 3 с расположенным на ней суппортом, имеющего фартук 6 и резцедержатель 7. Станок снабжён ходовым винтом 4 и ходовым валом 5.

Рисунок 53 – Общий вид лобового станка
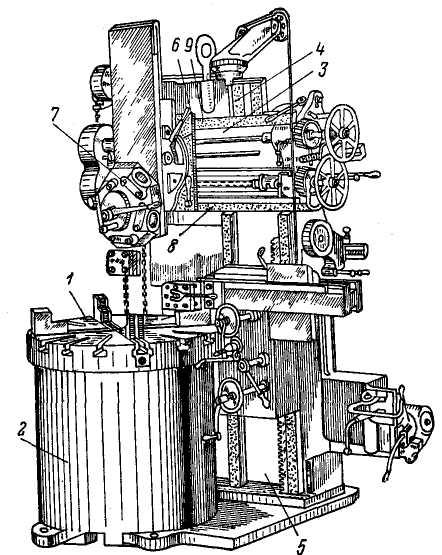
Рисунок 54 – Общий вид карусельного токарного станка
Карусельные станки (рисунок 54), как и лобовые, служат для поперечного и продольного точения коротких, но крупных и тяжелых изделий большого диаметра. Благодаря тому, что планшайба 1 карусельного токарного станка с вертикальной осью вращения расположена в горизонтальной плоскости на столе 2, установка и выверка обрабатываемого изделия на горизонтальной планшайбе производится быстрее, чем на лобовом станке, крепление его проще и безопаснее, а доступ к нему удобнее. Вес изделия не вызывает прогиба шпинделя. Поперечина 3 перемещается в вертикальной плоскости по направляющим станины 5 вместе с салазками 6 и револьверной головкой 7. В горизонтальной плоскости салазки 6 и головки 7 передвигаются по направляющим 8 и 9 поперечины 3. Вертикальное и горизонтальное перемещение на карусельных станках с револьверной головкой дает возможность точения и цилиндрических и торцевых поверхностей.
4 Определение нормы времени на токарные операции
В основу расчета времени операции берут техническую норму штучного времени:
Тшт = То + Тв + Тоб + Тотд мин,
где То— основное технологическое (машинное) время;
Тв— вспомогательное время, затрачиваемое на управление станком, снятие, установка контроль детали и др.;
Тоб—время на обслуживание рабочего места и станка;
Тотд— время отдыха рабочего.
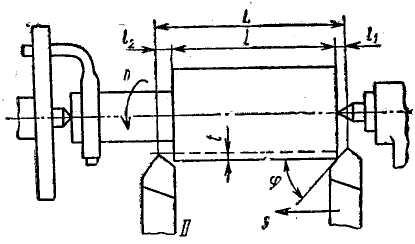
II- конечное положение резца
Рисунок 55 – Схема к расчёту машинного времени при
резании точением
Сумма основного и вспомогательного времени составляет оперативное время: ТОП=ТО+ТВ. Основное технологическое (машинное) время — это время, затрачивавамое на изменение формы и размеров заготовки. При точении (рисунок 55) машинное время ТО определяется отношением пути, пройденного инструментом (длина xода резца), к скорости подачи инструмента, выраженной произведением nS:
![]()
где L — длина хода резца;
i— число проходов резца;
n — число оборотов детали в минуту;
S— подача резца, мм/оборот.
Длина хода резца L при обработке поверхности длиной l равна:
L = l + l1 + l2 мм,
где
l1=tctg![]() —длина
пути врезания резца при главном угле в
плане
—длина
пути врезания резца при главном угле в
плане
![]() и глубине резания t;
и глубине резания t;
l2—перебег резца (1—3 мм).