

4 Периодический прокат
В настоящее время периодический прокат в кузнечно-штамповочном производстве получает широкое применение не только как фасонная заготовка для последующей штамповки деталей различных машин, но и как заготовка под окончательную механическую обработку.
Периодический прокат представляет собой заготовку, поперечное сечение которой не является одинаковым по форме и площади, как при обычном продольном прокате, а периодически изменяется (рисунок 45).

Рисунок 45 – Примеры периодического проката для последующей штамповки деталей автомобилей
Один из способов изготовления периодического проката круглого сечения — поперечная прокатка — изображен на рисунке 46. Нагретая круглая заготовка 10 сплошного сечения или труба помещается между тремя коническими валками 2, расположенными под углом в 120° относительно друг друга. Оси рабочих валков повернуты на небольшой угол к оси прокатки. Валки, получая вращение посредством универсальных шпинделей, прокатывают находящуюся между ними заготовку 10 при одновременном ее перемещении вдоль оси.
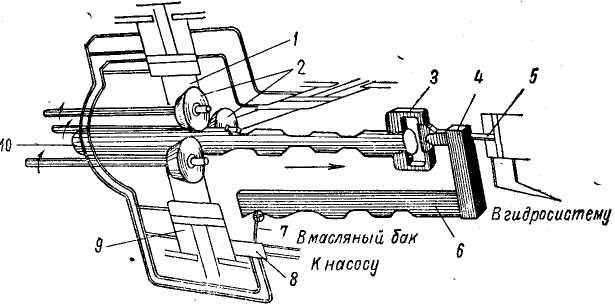
Рисунок 46 – Схема прокатки изделий периодического профиля в стане с тремя коническими валками
Во время прокатки рабочие валки, закрепленные в головках 1 гидроцилиндров 9, могут сближаться или расходиться от оси изделия, вследствие чего выходящая из валков заготовка имеет переменное сечение по длине, т. е. получается прокат с периодически повторяющимся профилем.
Цикличность работы нажимных устройств задается сменной копировальной линейкой 6, упирающейся в копирный палец 7, который через систему реле, датчиков тока и других устройств электроавтоматики управляет гидроприводом 8 и главным мотором стана. Для перехода на прокатку заготовок другого профиля достаточно сменить линейку 6.
Для предохранения заготовки от образования в ней полости (рыхлости) в процессе поперечной прокатки необходимо создать значительное осевое натяжение. Последнее создается при помощи гидравлического цилиндра 5 через свободно вращающийся зажим 3, в котором зажат конец заготовки 10. Натяжное устройство 4 перемещает также копировальную линейку 6. Усилие натяжения и осевая скорость выхода заготовки из валков взаимно регулируются.
На этих периодических трехвалковых станах прокатывают заготовки диаметром от 25 до 120 мм при длине от 1100 до 2500 мм. Максимальная скорость прокатки 0,1—0,5 м/сек, производительность достигает 10—35 тыс. т в год.
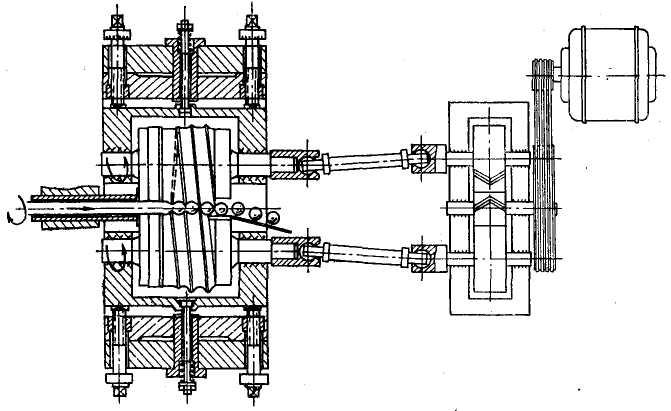
Рисунок 47 – Кинематическая схема стана для прокатки шаров
конструкции ЦНИИТмаша
В настоящее время получил широкое распространение и процесс прокатки в винтовых калибрах. Этим способом изготовляются периодический прокат, а также шары для подшипников (рисунок 47). Пруток диаметром на 1—2 мм меньше диаметра шара задается в валки имеющие круглые калибры, выполненные по винтовой линии. Так как оси валков находятся друг к другу под некоторым углом, то пруток, втягиваясь в них, постепенно формуется в шары, которые в конечном итоге пережимаются и падают в поддон. Таким способом получаются шары от 4 до 125 мм в диаметре со средней производительностью 60—80 шт/мин.