

Осаждение из газовой фазы
Эта операция происходит в результате химических реакций, происходящих в газовой фазе вблизи поверхностного слоя подложки.
Обычно поверхность является более нагретым телом, чем окружающее пространство, что обеспечивает воз-южность протекания на ней гетерогенных реакций. 1ногда используются и другие способы активизации химических процессов, в том числе тлеющий разряд или ультрафиолетовое излучение.
Различают следующие основные методы осаждения из газовой фазы:
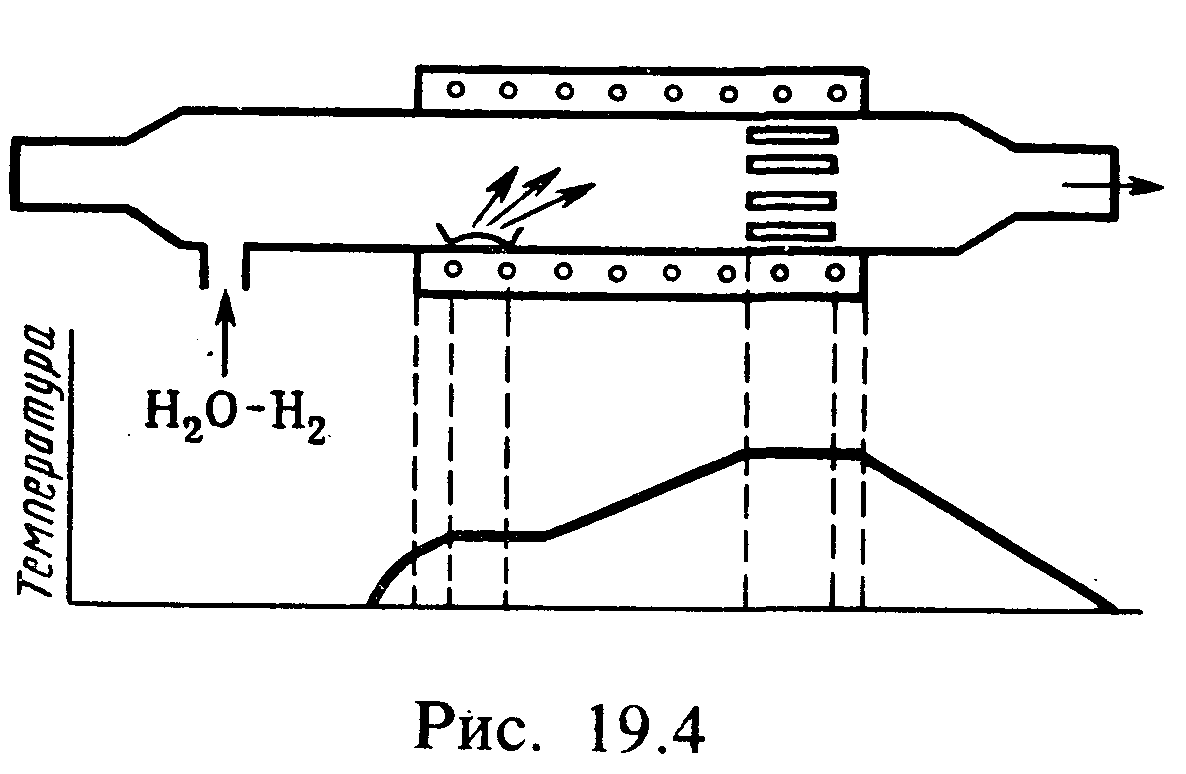
диспропорционирование (эпитаксиальное наращивание), применяемое обычно для выращивания пленки кремния на монокристалле кремния или сапфира. При эпитаксиальном наращивании пленок кремния используют пары иодида кремния. Процесс осуществляется в замкнутой системе или в системах с открытой трубой (рис. 19.4);
полимеризация пленки из паров мономера под действием ультрафиолетового излучения, электронного луча, тлеющего разряда;
использование галогенидов или оксидов осаждаемых металлов. Сущность метода заключается в пропускании над нагретой подложкой водорода, водяного пара (иногда в смеси с аргоном) или галогенида металла (полупроводника). Этим методом осаждают металлы, полупроводники и оксиды;
разложение - пиролитическая реакция, применяемая для получения кремния из силона SiH4, никеля, хрома и диоксида кремния. Метод состоит в том, что в откачанную до давления 1,3 Па вакуумную камеру впускают из другой камеры пары металлоорганического соединения, которое разлагается при соприкосновении с нагретой подложкой. Этот метод требует особого внимания к соблюдению правил техники безопасности.
§ 19.2. Технология изготовления печатных плат
Миниатюризация и микроминиатюризация электронной аппаратуры, повышение ее надежности, необходимость механизации и автоматизации производства привели к разработке и широкомасштабному производству печатных плат (ПП).
Электрические проводники печатной платы представляют собой металлические полоски, прочно прикрепленные к поверхности гибкого или жесткого изоляционного основания, которые служат для электрического соединения деталей и сборочных единиц, размещенных на изоляционной плате.
Печатный монтаж в сравнении с обычным объемным монтажом имеет следующие преимущества:
объединение электро- и радиоэлементов и электромонтажа в единую конструктивную единицу;
возможность автоматизировать процессы монтажа элементов и контроля правильности соединений на ПП, что обеспечивается расположением элементов в одной плоскости и наличием единого шага координационной
сетки на плате;
осуществление интегрального технологического процесса, благодаря чему заменой оснастки или управляющих программ можно изготовлять различные схемы без переналадки технологического оборудования;
сокращение времени изготовления и экономия материалов;
повышение надежности и механической стабильности сборочных единиц.
Печатным платам, особенно многослойным, присущ по сравнению с объемным монтажом ряд недостатков: трудность внесения изменений; большое время разработки; трудоемкость изготовления при макетировании приборов и их блоков; ограниченная ремонтопригодность.
Обычно прибор, в котором используются сборочные единицы на ПП, состоит из стойки, в которой расположены отдельные блоки, соединенные с помощью кабелей, жгутов шлейфов из проводов и т. п. Стойка состоит из профильных шин, соединенных с помощью сварки, резьбовых соединений или другими способами. В качестве кожуха (корпуса) используют панели из металла либо пластмасс. Элементы индукции и регулировки выводятся на переднюю или заднюю панель. Блоки закрепляются на неподвижных или вращающихся рамах, а также на выдвижных шасси.
Экономика производства изделий электронной техники требует разделения блоков на небольшие, отдельно изготовляемые и проверяемые сборочные единицы. Наиболее распространенной конструкцией сборочных единиц является сменная ячейка с разъемом — типовой элемент замены (ТЭЗ). Она состоит из ПП, на одной стороне которой установлены электро- и радиоэлементы.
В настоящее время для изготовления ПП применяют различные схемы технологических процессов в зависимости от используемого оборудования и т. д. Несмотря на многообразие технологических процессов их можно разделить на две группы: субстрактивные и аддитивные.
К субстрактивным относятся все технологические процессы, с помощью которых структура электромонтажа ПП изготовляется на предварительно металлизированных диэлектрических основаниях путем стравливания ненужных участков металлического покрытия.
Аддитивные и полуаддитивные процессы базируются на наращивании на определенных участках диэлектрического основания металлического покрытия. Из-за возможности достижения высокой плотности монтажа в настоящее время они получают все большее распространение.
Материалы для печатных плат
Для ПП, изготовляемых субстрактивными методами, используют различные диэлектрики с наклеенной медной фольгой. Фольгированные диэлектрики должны удовлетворять всем требованиям эксплуатации электронной аппаратуры. Сила сцепления металлической фольги с изоляционным основанием должна обеспечивать длительную эксплуатацию ПП. Клеевой слой не должен нарушиться при трехкратном кратковременном воздействии расплавленного припоя. Диэлектрик должен обладать химической устойчивостью по отношению к средам, воздействующим на него в процессе производства ПП, иметь высокую механическую прочность при относительно малых толщинах, обладать малой величиной диэлектрических потерь, минимальной диэлектрической проницаемостью и хорошим сопротивлением изоляции.
В настоящее время в производстве ПП используются материалы, которые можно в зависимости от типа применяемого наполнителя подразделить на три основные группы: фольгированные гетинаксы; фольгированные стеклопластики; фольгированные диэлектрики на основе тканей из синтетических волокон и тканей.
Фольгированный гетинакс был первым в нашей стране материалом для ПП, и до настоящего времени он используется при изготовлении бытовой аппаратуры. Выпускаются гетинаксы марок ГФ-1-П и ГФ-2-П (цифра обозначает односторонний или двусторонний фольгированный материал). Гетинакс применяют для изготовления ПП, работающих в диапазоне температур от — 60 до + 100°С. Он не предназначен для эксплуатации приборов в условиях повышенной влажности, так как обладает значительным влагопоглощением.
Фол ьгирован н ые стеклопластики (стеклотекстолит) имеют по сравнению с гетинаксом более высокие эксплуатационные характеристики. Они выпускаются следующих марок: СФ-1, СФ-2 и др. При производстве ПП пплуаддитивным методом используются стеклотексто-литы марки СЛОФАДТ и СТЭК-1,5.
Тонкие фольгированные диэлектрики марок ФДТ, ФДМ, ФДМЗ, ФДМТ были разработаны для гибких шлейфов и многослойных печатных плат (МПП). Основным материалом для МПП в настоящее время является диэлектрик ФДМТ. Связующее этого диэлектрика поддается травлению в плавиковой кислоте, что позволяет очищать торец меднрй фольги от наволакивания после сверления отверстия.
В последнее время при производстве гибридных интегральных микросхем и микросборок, а также плат небольших размеров (диаметром до 30 мм) стали использовать полиамидную пленку, металлизацию которой аддитивным методом можно осуществлять напылением в вакууме.