

Сущность процессов сварки материалов и их классификация
Cварка - это технологический процесс получения неразъемных соединений металлов, сплавов и других материалов, осуществляемый на основе сил межатомного сцепления свариваемых материалов. Она широко применяется в машиностроении, приборостроении, металлообработке, в строительстве и других отраслях народного хозяйства; сварка является незаменимой в судостроении, мостостроении, авиастроении, создании трубопроводов. Сварка позволяет соединять между собой однородные металлы и сплавы, разнородные металлы (например, медь с алюминием, сталь с медью), металлы с неметаллами (керамикой, стеклом, графитом и др.), а также пластмассы.
Развитие сварки, особенно в последние годы, привело к появлению новых методов сварки, расширило возможности применения ее традиционных методов.
Сварные соединения можно получить двумя способами: плавлением и давлением. В первом случае кромки свариваемых деталей расплавляют. Подвижность атомов материала в жидком состоянии приводит к образованию общей сварочной ванны. При охлаждении происходит кристаллизация атомов двух металлов и в результате образования единого литого ядра сварного шва получается прочное неразъемное соединение. В другом случае сварку осуществляют сдавливанием свариваемых поверхностей, при котором сварное соединение образуется за счет взаимного проникновения (диффузии) атомов одного материала в другой. Удельные давления, обеспечивающие межатомные связи, должны быть весьма высокими и соответствовать пределу текучести данного материала; при этом материал переходит в пластичное состояние. Необходимость получения высоких удельных давлений, сложность обеспечения плотного контакта по всей свариваемой поверхности, наличие на поверхности оксидов, адсорбированных газов и других загрязнений затрудняют осуществление холодной сварки. Поэтому сварку давлением часто осуществляют с предварительным подогревом, повышающим пластичность материала.
Bce методы сварки можно классифицировать: по физическим признакам, по способу образования сварного соединения, виду используемой энергии, степени автоматизации. Классификация сварки по физическим признакам является стандартной (рис. 18.28).
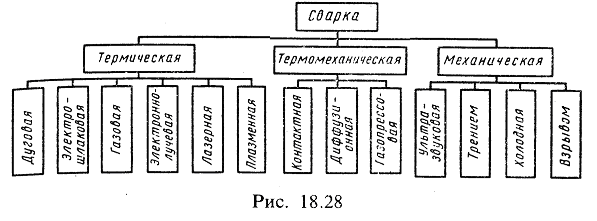
По виду энергии, используемой для нагрева материала, все методы сварки можно разделить на шесть групп: 1) электрическая, 2) химическая, 3) механическая, 4) лучевая, 5) электромеханическая, 6) химико-механическая. В промышленности наиболее широкое применение получили электросварка (электродуговая, плазменная, электрошлаковая) и электромеханическая сварка (контактная, диффузионная). Из химических методов наибольшее значение имеет газовая сварка. В механических способах широкое развитие получают ультразвуковая, трением и др.
B зависимости от степени автоматизации процесса различают ручную, полуавтоматическую и автоматическую сварку. При сварке автоматизируются обычно процессы подачи присадочного материала и флюса, а также управления источником энергии. По способу образования сварного соединения все виды сварки делятся на две группы: плавлением и давлением.
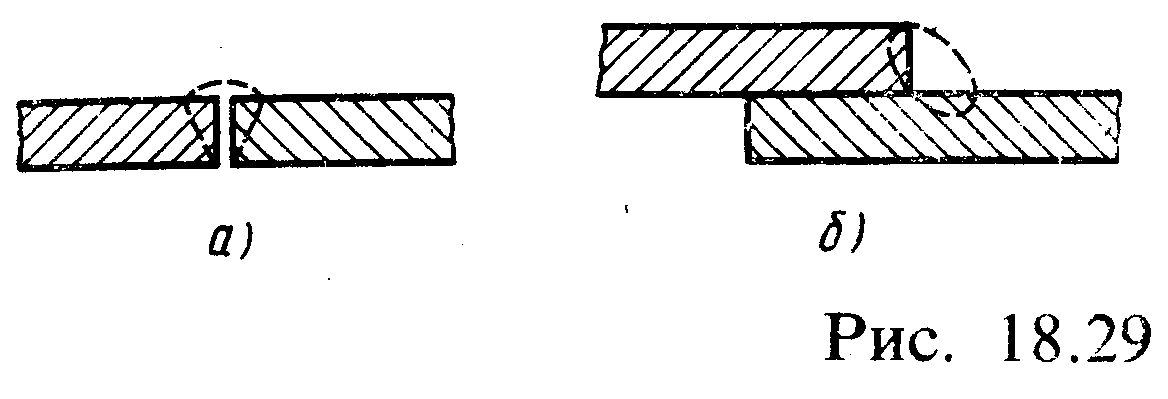
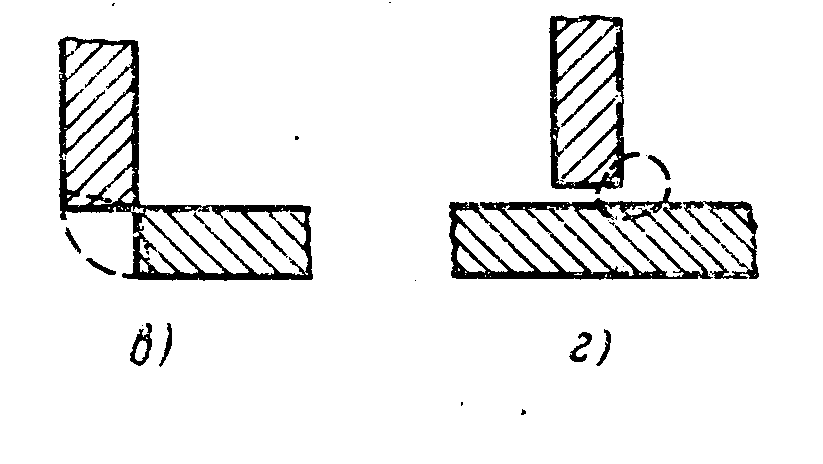
Основными видами сварных соединений (рис. 18.29), применяемых при изготовлении различных конструкций, являются: а — стыковые, б — внахлестку, в — угловые, г — тавровые.
Предварительная подготовка кромок, расположение сварного шва регламентируются стандартами и зависят от материала свариваемых деталей, а также его толщины.
Способность материала образовывать надежное и прочное сварное соединение является одним из важных его технологических свойств, называемым свариваемостью. Сварные соединения должны по возможности обладать теми же свойствами, что и свариваемые материалы. При сварке металлических деталей возникает неоднородность свойств металла в различных его зонах, обусловленная различием структуры и величины зерна.
Нагрев до высоких температур приводит к образованию крупнозернистой структуры в сварном шве и может вызвать окисление, азотирование, газонасыщение, выгорание легирующих компонентов в металле сварного шва. Металл околошовной зоны также претерпевает структурные изменения.
В настоящее время сварочная техника обеспечивает сварку большинства металлов и сплавов, хотя их свариваемость и качество сварных соединений различны. На свариваемость стали большое влияние оказывает содержание углерода, марганца, хрома, молибдена, никеля. Хорошей свариваемостью обладают низкоуглеродистые и низколегированные стали, технически чистый алюминий. Низкую свариваемость имеют чугуны, высокохромистые стали, медно-цинковые и алюминиевые сплавы, химически активные и тугоплавкие металлы (титан, вольфрам, ванадий, ниобий, молибден и др.). Наиболее сложно сваривать детали из разнородных материалов. В этих случаях для получения сварных соединений высокого качества необходимо применять особые технологические приемы или новые способы сварки.