

Регрессионный и корреляционный методы анализа при оптимизации технологических процессов
Эти методы широко применяются в технико-экономических исследованиях для:
установления зависимости между свойствами продукции и технологическими факторами ее изготовления;
установления связи между некоторыми характеристиками, которые определяют условия эксплуатации изделий;
изучения взаимосвязи между факторами технологического процесса, а также между факторами и технико-экономическим параметром оптимизации процесса.
Корреляция — это статистическая зависимость, проявляющаяся, когда результат опыта зависит не только от исследуемых факторов, но и от ряда других меняющихся условий. Парная корреляция изучает зависимость параметра от одного фактора, множественная — от нескольких факторов. Оптимизация технологических процессов с помощью корреляционного метода проводится по этапам.
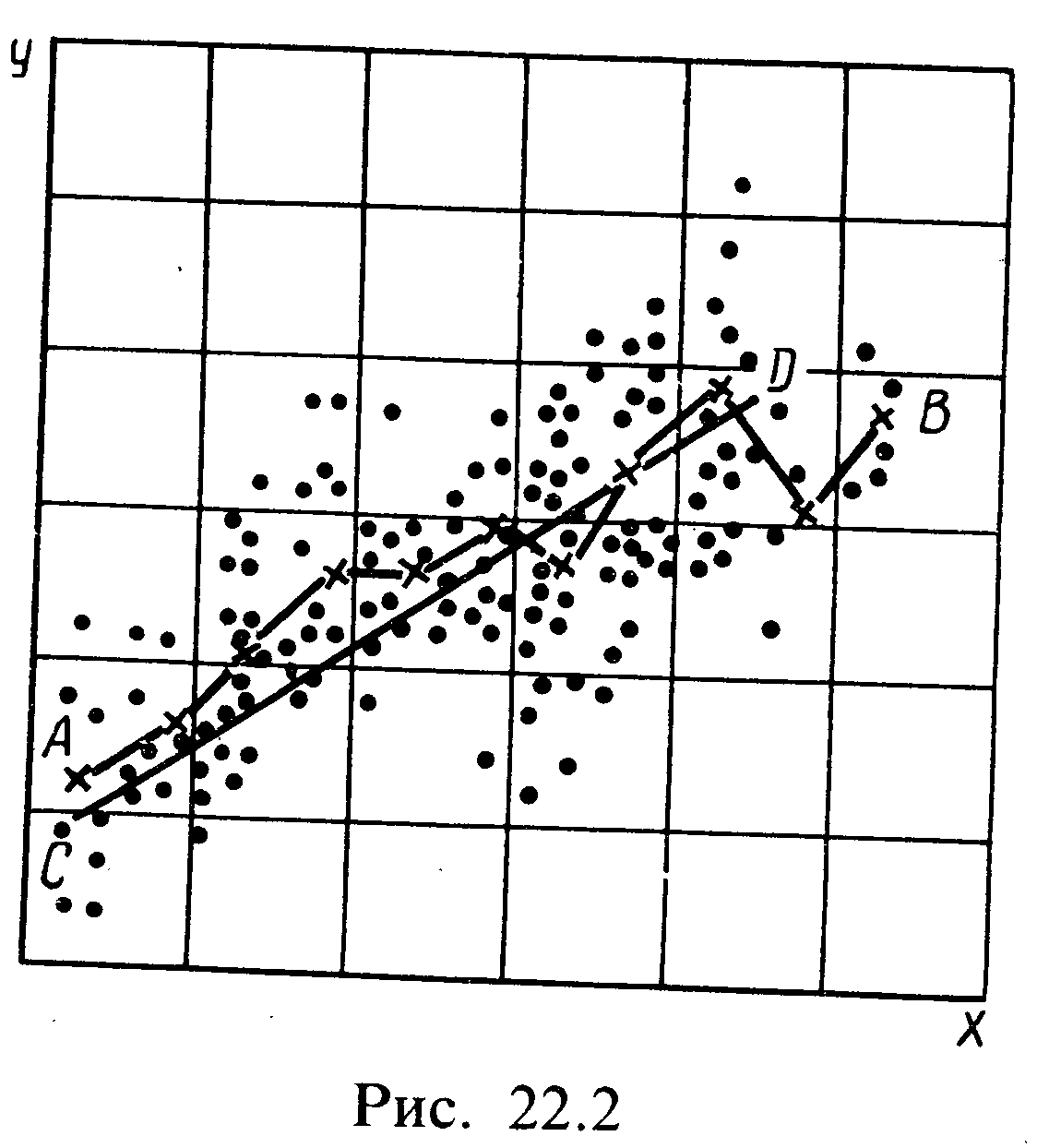
На первом этапе устанавливается наличие корреляционной связи между изучаемыми признаками, например между фактором х и параметром оптимизации у. Для этого исходные данные представляются в виде корреляционного поля точек с координатами х и у (рис. 22.2).
На втором этапе определяют форму связи. С этой целью производят расчет эмпирической и теоретической линии регрессии. Для построения эмпирической линии регрессии на основании корреляционной таблицы определяют средние значения параметра оптимизации у для каждого интервала разбиения:
где у — среднее значение параметра у в интервале ∆х(; yf — среднее значение у по интервалам ∆yt; m — число точек в интервалах ∆xi и ∆yi.
Ломаная линия АВ (рис. 22.2), соединяющая точки (xiyi) отрезками, называется эмпирической линией регрессии.
По виду эмпирической линии строят и определяют теоретическую линию регрессии CD [в случае прямолинейной зависимости по уравнению
![]()
Коэффициенты bo и b1 определяют с помощью МНК, решая систему нормальных уравнений для выборки N значений:
На третьем этапе определяют тесноту связи между величинами х и у. Для этого вычисляют коэффициент парной корреляции:
Величина rху показывает силу связи между параметрами х и у. Исследование полученного уравнения проводится методом регрессионного анализа и сводится к установлению адекватности уравнения и оценки значимости коэффициентов уравнения.
Адекватность уравнения при наличии параллельных опытов проводится по критерию Фишера:

где Soct {у} — остаточная дисперсия; £воспР {у} — дисперсия воспроизводимости.
Числовые значения дисперсий определяют по формулам
где yt — теоретическое значение параметра оптимизации; yf — среднее значение параметра оптимизации, взятое из п = 2 параллельных опытов; y′i — значение параметра оптимизации в одном из п = 2 параллельных опытов.
Если Fэкс < Fтабл (f1, /2), то уравнение адекватно представляет результаты эксперимента.
Оценка значимости коэффициентов математической модели проводится по критерию Стьюдента t:
Если ׀bi׀> ∆bi, то коэффициент F значим.
Адекватность полученного уравнения говорит о возможности использовать уравнения для приближенных расчетов параметра оптимизации у по заданным факторам xt.
К недостаткам методов пассивного наблюдения следует отнести: а) необходимость большого количества информации для получения достоверных данных; б) интерполяционный характер математической модели, т. е. она справедлива лишь для исследуемого интервала изменения факторов xi.
Однако способ пассивной оптимизации является экономически эффективным при оптимизации реального непрерывного процесса. Пассивная оптимизация является подготовкой к активному эксперименту.