

§ 17.2. Экономическая оценка технологического процесса
Экономическую оценку технологического процесса механообработки можно провести по следующей приближенной методике.
Себестоимость изготовления одной детали или штучная себестоимость находится по формуле
Сх=а + b/N,
где а — сумма всех текущих расходов, приходящихся на одну деталь; Ь — единовременные расходы на изготовление заданного количества деталей; N — количество изготовленных деталей (в год).
Себестоимость заданной партии деталей (годовой программы)
S = aN + b.
Текущие расходы определяются тремя составляющими
а = т + 3 + p,
где т — расходы на материал и технологическое топливо, т = qmCm — q0C0; qm, q0 — массы расходуемого материала и утилизируемых отходов соответственно, кг; Ст С0 — цена 1 кг материала и отходов соответственно, руб.; 3 — расходы на зарплату основным рабочим и начислений на нее (по социальному страхованию и на оплату отпусков): без учета начислений
где tшт — норма штучного времени; τ — тарифная ставка по данной квалификации (разряду) и профессии; п - число операций; р — рабочие (накладные) расходы текущего характера, к которым относятся амортизационные отчисления по оборудованию, расходы на освещение, отопление, режущий и измерительный инструмент общего назначения, расходы на содержание административно-управленческого аппарата и подсобных рабочих и т. д. Они начисляются в % к основной зарплате или рассчитываются отдельно по каждой статье расходов.
Единовременные расходы b определяют из уравнения
b= Сн + ik
где Сн — заработная плата наладчиков оборудования; i — стоимость специальной оснастки (штампов, пресс-форм, специальных приспособлений и инструментов), потребной для выполнения заданного количества деталей; k — коэффициент, учитывающий срок службы оснастки и расходы на ее эксплуатацию.
Зарплата наладчиков (без учета начислений)

где Тп.з — норма подготовительно-заключительного времени; τн — часовая зарплата наладчика; r — число переналадок станка в рассматриваемый период времени (например, в год).
Экономическую оценку двух вариантов технологического процесса механообработки для принятия того или другого в производство можно осуществить, построив график (рис. 17.4) по двум уравнениям:
S1=a1N + b1, S2 = a2N + b2.
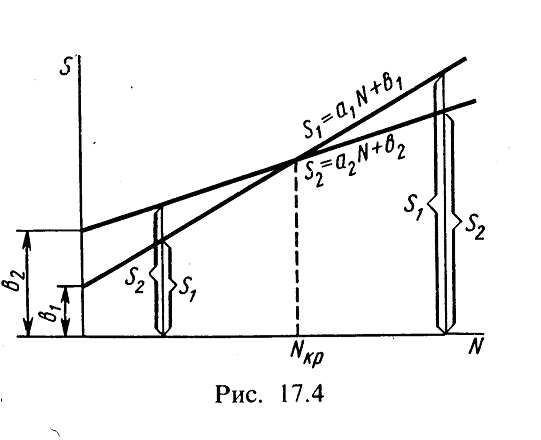
При годовом выпуске N < Nкp (Nкp — критическая партия обрабатываемых деталей) экономически целесообразным будет 1-й вариант, так как S1 < S 2. При годовой программе выпуска N> Nкp целесообразно принять 2-й вариант технологического процесса, так как S1 < S 2.
Размер критической партии Nкp находится по формуле

При N = Nкp оба варианта технологического процесса экономически равноценны.
Глава 18
МЕЖОТРАСЛЕВЫЕ
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ
ИЗГОТОВЛЕНИЯ ЗАГОТОВОК И ДЕТАЛЕЙ
§ 18.1. ОСНОВЫ ТЕХНОЛОГИИ ЛИТЕЙНОГО ПРОИЗВОДСТВА
Литье является одним из важнейших и распространенных способов изготовления заготовок и деталей машин. Литьем получают заготовки различных конфигураций, размеров и массы из различных металлов и сплавов: чугуна, стали, сплавов меди, алюминия, магния и т. д. Литье наиболее простой и дешевый, а иногда и единственный способ изготовления заготовок. Точные методы литья позволяют получать отливки с высокой точностью размеров и малой шероховатостью поверхностей, часто не требующие дальнейшей механической обработки. Наряду с достоинствами литье имеет и недостатки, основным из которых является неоднородность химического состава и низкие механические качества получаемых отливок.
Сущность процесса литья заключается в том, что расплавленный металл определенного химического состава заливается в заранее приготовленную литейную форму, полость которой по своим размерам и конфигурации соответствует форме и размерам требуемой заготовки. После остывания заготовки или готовые детали, называемые отливками, извлекают из форм.
Литейные формы могут быть разового и многократного применения (постоянные или полупостоянные).
Для получения отливок высокого качества литейные сплавы должны обладать определенными литейными свойствами: хорошей жидкотекучестью, низкой усадкой, иметь химическую однородность структуры, низкую температуру плавления и т. д.
Плавление металлов перед заливкой в формы выполняют на различном оборудовании, например: чугун — в вагранках и шахтных печах; углеродистые и легированные стали — в мартеновских и электропечах; медные сплавы — в дуговых, индукционных и пламенных отражательных печах, а также в тиглях; алюминиевые сплавы — в электрических и пламенных печах.
Большую часть чугунных и стальных отливок получают методом литья в песчано-глинистые формы (до 60% общего объема). Для получения отливок с высокой точностью, минимальными припусками на механическую обработку, высоким классом шероховатости поверхностей и лучшей структурой металла применяют специальные способы литья: литье в постоянные металлические формы (кокили), центробежное литье, литье под давлением, литье по выплавляемым моделям, литье в оболочковые формы и т. д.