

Электропривод токарных станков Назначение и устройство токарных станков
Станки токарной группы относятся к наиболее распространенным металлорежущим станкам. В эту группу входят универсальные токарные, токарно-винторезные, токарно-копировальные, токарные автоматы и полуавтоматы. Наибольшее распространение получили универсальные токарно-винторезные станки.
На токарных станках производится обработка наружных, внутренних и торцевых поверхностей тел вращения цилиндрической конической и фасонной формы, а так же прорезка канавок, нарезка наружной и внутренней резьбы. Характерной особенностью станков токарной группы является осуществление главного движения за счет вращения обрабатываемой детали. Подача режущего инструмента производится путем поступательного перемещения суппорта.
Лекция 4 (4 часа) Типовые схемы электроприводов станков.
Схема электропривода вертикально-фрезерного станка. Схема электропривода токарно-винторезного и токарно-револьверного станков.
Токарно-винторезный станок (рис.1) состоит из станины 1, передней бабки 2 с коробкой скоростей и шпинделем, подвижного суппорта 3, задней бабки 4.
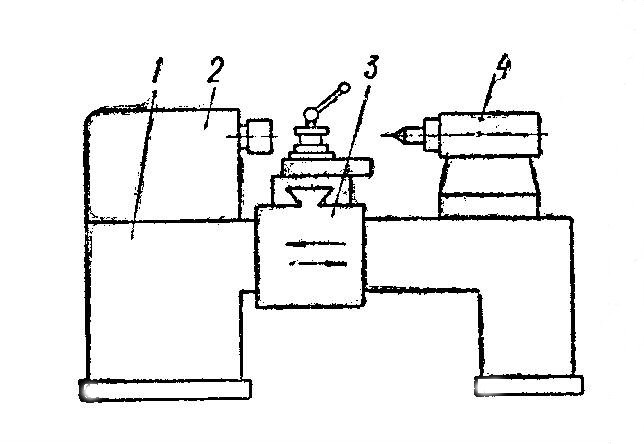
Рис.1. Токарно-винторезный станок
Станина является основной несущей конструкцией станка. По направляющим станины перемещается нижняя каретка суппорта, а так же задняя бабка. Шпиндель представляет собой полый вал, через который можно пропускать прутковый материал при обработке его на станке. На шпиндель навинчивается патрон или планшайба для закрепления обрабатываемого изделия, а также может устанавливаться передний цент при обработке изделия в центрах. С помощью шпинделя заготовка совершает главное вращательное движение. Суппорт служит для закрепления режущего инструмента (резца) и сообщения ему движений подачи. Задняя бабка используется как опора при обработке в центрах длинных изделий и для закрепления режущего инструмента при обработке отверстий – сверла, метчики, развертки.
Токарно-револьверные станки предназначены для обработки в серийном производстве деталей сложной формы. Процесс обработки на этих станках состоит из нескольких последовательных операций, во время которых используются различные режущие инструменты: резцы, сверла, метчики и т. д. Инструменты закрепляются в специальной револьверной головке на суппорте. Установка инструмента в рабочее положение осуществляется поворотом револьверной головки вокруг своей оси. На станке обычно имеется два суппорта: один, как на токарно-винторезном станке, для закрепления резцов; другой для закрепления револьверной головки с набором требуемых инструментов.
Электропривод и схема управления токарно-винторезного станка
В механических цехах машиностроительных заводов нашли широкое применение токарно-винторезные станки модели 1К62, которые используются в условиях индивидуального и мелкосерийного производства.
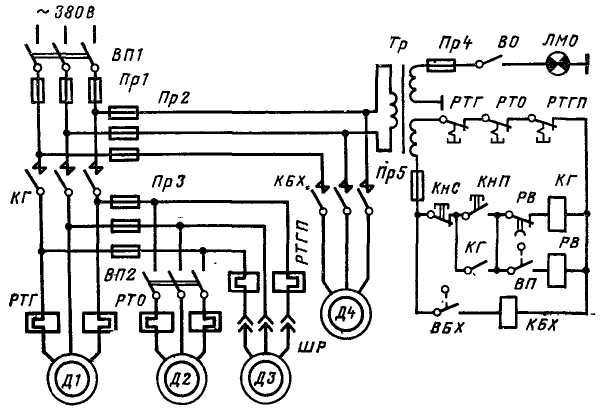
Рис. 2. Электрическая схема токарно-винторезного станка модели 1К62
Включение и выключение шпинделя станка, а также его реверсирование производится с помощью многодисковой фрикционной муфты, которая управляется двумя рукоятками.
На рис. 2 представлена электрическая схема станка 1К62. Кроме главного двигателя Д1 и двигателя быстрого хода Д4 на схеме показаны: двигатель насоса охлаждения Д2 и двигатель гидроагрегата ДЗ, присоединяемый через электрический разъединитель (штепсельный разъем) ШР в случае применения на станке гидрокопировального устройства.
Напряжение на станок подается включением пакетного выключателя ВП1. Цепи управления получают питание через разделительный трансформатор Тр с вторичным напряжением 110 В. Такое питание цепей управления характерно для большинства электросхем металлорежущих станков.
Пуск двигателя Д1 производится нажатием кнопки КнП, при этом включается главный контактор КГ и силовыми контактами присоединяет статор двигателя к сети, а вспомогательным контактом шунтирует пусковую кнопку. Главный двигатель разгоняется до установившейся скорости и приводит во вращение фрикционную муфту. При пуске двигателя рукоятка управления фрикционной муфтой находится в среднем положении и вращение на шпиндель не передается. Одновременно пускаются двигатели насоса охлаждения (если включен пакетный выключатель ВП2) и гидроагрегата. Включение шпинделя производится поворотом вверх рукоятки управления фрикционной муфтой. После выполнения требуемых технологических операций для остановки шпинделя станка эта рукоятка вновь поворачивается в среднее положение. Одновременно нажимается путевой переключатель ВП и включается пневматическое реле времени РВ. Если пауза в работе превышает 3—8 мин, то контакт реле РВ размыкается и контактор КГ теряет питание. Главный двигатель отключается от сети и останавливается, что ограничивает его работу вхолостую с низким значением cosφ и уменьшает потери энергии. Если пауза мала, то реле РВ не успевает сработать и отключение двигателя шпинделя не произойдет.
Для управления быстрым перемещением суппорта служит рукоятка включения привода перемещения. При повороте этой рукоятки она нажимает на переключатель механического включателя быстрого хода ВБХ, его контакт замыкает цепь катушки контактора быстрого хода КБХ, который включает двигатель Д4. Этот двигатель приводит во вращение ходовой винт, перемещающий суппорт. Возврат рукоятки в среднее положение приводит к отключению двигателя Д4.
Станок имеет местное освещение. Питание лампы ЛМО производится напряжением 36 В от отдельной обмотки трансформатора понижающего Тр. В цепи лампы находятся предохранитель Пр4 и выключатель ВО. Иногда один из выводов обмотки трансформатора низкого напряжения Тр присоединяют к газовой трубе, в которой проложен второй провод, питающий лампу. В качестве одного из проводов вторичной цепи местного освещения при напряжениях 12 и 36 В обычно используют станину станка.
Схемой управления предусмотрены: защита двигателей Д1—ДЗ от длительных перегрузок тепловыми реле РТГ, РТО и РТГП; от к. з. соответствующими плавкими предохранителями. При кратковременных перегрузках, возникающих на шпинделе, происходит проскальзывание фрикционной муфты и приводной двигатель отсоединяется от входного вала коробки скоростей станка. Для быстрой остановки шпинделя станка служит установленный в передней бабке механический тормоз.